Картриджи специального назначения
Картриджи специального назначения
Умягчение воды
С жесткой водой сталкивается каждый, достаточно вспомнить о накипи в чайнике.
Жесткость пресных природных водоемов меняется в течение года, имея минимум в период паводка. Например, в Москве, которую обслуживают четыре станции водоочистки, забор воды производится из Москвы-реки и из Волги (через канал им. Москвы), поэтому жесткость воды различна в разных районах и варьируется от 2,3 до 4,6 мг-экв/л. Артезианская вода, как правило, более жесткая, чем вода из поверхностных источников. В Подмосковье, например, жесткость артезианских вод меняется от 3 до 15–20 мг-экв/л в зависимости от места и глубины скважины.
Распространено мнение, что жесткая вода – это плохая вода, но в действительности ситуация с солями жесткости не так однозначна.
Начнем с бытовой техники. Высокая гидрокарбонатная (временная) жесткость воды делает ее непригодной для работы в системах с газовыми и электрическими паровыми котлами и бойлерами. Стенки котлов постепенно покрываются слоем накипи. Слой накипи в 1,5 мм снижает теплоотдачу на 15 %, слой толщиной 10 мм – уже на 50 %. Снижение теплоотдачи ведет к увеличению расхода топлива и электроэнергии, что, в свою очередь, ведет к образованию прогаров, трещин, вздутий в трубах и на стенках котлов, преждевременно выводя из строя как системы отопления, так и системы горячего водоснабжения.
В жесткой воде хуже пенится стиральный порошок и мыло. Жесткая вода снижает эффективность моющих средств. Соли жесткости могут выпадать в виде нерастворимых белых кристаллов, сокращая срок службы стиральных и посудомоечных машин, гидромассажных форсунок и душевых насадок. Они откладываются по краям бассейнов и на стенках унитазов. Частицы накипи наносят вред смесителям и шаровым кранам. Жесткая вода не годится при окрашивании тканей водорастворимыми красками, недопустима в пивоварении и производстве водки, негативно влияет на стабильность майонезов и соусов. Чай и кофе также необходимо заваривать мягкой водой, это улучшает их вкус.

С другой стороны, чрезмерная мягкость воды является одним из основных факторов, влияющих на ее коррозионную активность. Коррозия ведет не только к утечкам в металлических трубопроводах, разрушению и поломке оборудования, но и к ухудшению химического и микробиологического состава воды в водопроводе. На коррозионную активность воды, кроме жесткости, оказывает влияние водородный показатель рН, а также количество растворенного в воде кислорода. В неблагоприятных случаях, в результате коррозии в воде увеличивается содержание железа, цинка, меди, количество сульфатредуцирующих бактерий и железобактерий.

Подытоживая вышесказанное, рекомендуется для замкнутых систем отопления использовать воду с жесткостью 0,1–0,2 мг-экв/л, а для систем горячего водоснабжения – 0,5–1 мг-экв/л. Жесткость холодной воды, используемой, в том числе, для питья, согласно СанПиН 2.1.4.1074, не должна находиться в пределах от 1,5 до 7 мг-экв/л, при этом кальция должно быть не более 140 мг/л, а магния – не более 85 мг/л.
Самый распространенный метод умягчения воды (уменьшения в воде содержания ионов жесткости – кальция и магния) – натрий-катионирование; основано на способности ионообменных материалов обменивать на ионы кальция и магния ионы других веществ, не образующих накипь на теплонапряженной поверхности (трубные экраны котлов, теплообменники, поверхности жаротрубных котлов). Таких веществ немало, но в связи с доступностью и относительной дешевизной хлорида натрия именно он был выбран в качестве реагента для регенерации катионита.
При пропуске воды через слой катионита происходит ее умягчение. Слой катионита, умягчающий воду, называют работающим слоем или зоной умягчения. При дальнейшем фильтровании воды верхние слои катионита истощаются и теряют обменную способность. В ионный обмен вступают нижние слои катионита, и зона умягчения постепенно опускается. Через некоторое время наблюдаются три зоны: работающего, истощенного и свежего катионита. Жесткость фильтрата будет постоянной до момента совмещения нижней границы зоны умягчения с нижним слоем катионита. В момент совмещения начинается «проскок» катионов Са+2 и Мg+2 и увеличение остаточной жесткости до тех пор, пока она не станет равной жесткости исходной воды (что свидетельствует о полном истощении катионита). Тогда его следует регенерировать – пропустить через слой катионита раствор хлорида натрия, при этом обменная способность катионита восстановится.

Каждый катионит обладает определенной обменной емкостью. Обменная емкость ионитов может быть представлена такими показателями: полная и рабочая.
Полная (общая) обменная емкость (ПОЕ) – общее количество ионообменных групп в единице объема влажного или массы сухого ионита. ПОЕ не зависит от концентрации и природы обменивающихся ионов, она постоянна для данного ионита, но изменяется под термическим, химическим и ионизирующим воздействиями. Эта величина имеет, скорее, теоретическое значение. ПОЕ «сухих» катионитов – около 5,0 ммоль/г.
Рабочая обменная емкость (РОЕ) – основная технологическая характеристика ионита, емкость, восстанавливаемая в процессе регенерации. Эту величину можно измерять до проскока сорбируемого иона в фильтрат. Обычно РОЕ = РОЕпр. ПОЕ учитывается для нового («свежего») ионита, РОЕ – для прошедшего регенерацию.
Рабочая обменная емкость ионита зависит от многих факторов: природы ионита; его гранулометрической характеристики; качества исходной воды. Причем зависимость определяется не только общим количеством улавливаемых ионов, но и их соотношением, наличием в исходной воде железа, марганца, органических примесей, значения рН исходной воды, удельного расхода регенеранта и т. д.
Обменная емкость измеряется в молях ионов, обмениваемых в 1 м3 ионита в его влажном (набухшем) состоянии: моль/м3 или ммоль/л. Так, например, если обменная емкость ионита равна 800 моль/м3, это означает: 1 м3 такого ионита может извлечь 800 моль ионов. Иногда обменную емкость выражают в молях ионов на 1 кг воздушно-сухого ионита – моль/кг.
Ионообменные смолы представляют собой специально синтезированные полимерные вещества, нерастворимые в воде, чаще всего – получаемые сополимеризацией полистирола или полиакрилата с дивинилбензолом (ДВБ). В полученный сополимер вводят функциональные группы с подвижным катионом – ионогенные группы, способные вступать в обменные реакции.
По структуре полимерного каркаса ионообменные смолы делятся на две группы: гелевые (непористые) и макропористые.
Гелевые иониты проявляют ионообменные свойства только в набухшем состоянии, в этих условиях их объем увеличивается в 1,5–3 раза. При набухании гелевого ионита его гранула как бы раскрывает скрытые в сухом ионите поры. Структура гелевого ионита в двухмерном и внемасштабном изображении показана на рис. 2, а, б. Удельная площадь поверхности пор у гелевых ионитов – не более 5 м2 в 1 г ионита, а размер ячеек (условно – пор) – 0,5–2,0 нм.
В последние годы больше производят макропористые иониты, мало набухающие, но, вследствие изначально развитой поверхности пор, очень активные в сорбционных и обменных реакциях. Удельная площадь поверхности пор макропористых ионитов – 20–130 м2/г ионита. Средний диаметр пор – 20–100 нм. Их структура представлена на рис. 2.16, в.
Ионообмен в макропористых ионитах проходит быстрее, чем в гелевых. Путь в порах, который должен пройти ион до встречи с активной группой матрицы, примерно одинаков: в макропористых ионах – до 100 мкм, в гелевых – до 500 мкм.
Поры гелевых ионитов имеют естественное происхождение, а макропористых – образованы введенными при синтезе ионитов спиртами, гептаном и жирными кислотами, которые впоследствии удаляются.
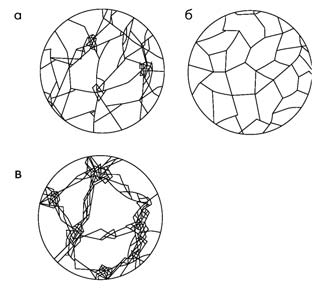
Рис. 2. Схема структуры сеток у различных видов полимерных ионитов (реальный масштаб не учитывается): а – обычный неоднородносетчатый («гетеропористый») ионит; б – однородносетчатый («изопористый») ионит; в – явнопористый («макропористый») ионит
Кроме обменной емкости, каждый ионит характеризуется многими параметрами, отвечающими за физические свойства, его химическую и термическую стабильность. Существует оптимальное соотношение среднего размера гранул и толщины слоя для различного применения. Уменьшение размера зерна-гранулы ионита (в пределе – до порошкообразного состояния, размер частиц – 0,04–0,07 мм) приводит к увеличению гидравлического сопротивления до неприемлемых значений. Например, намывные фильтры формируются из порошкообразного ионита; толщина слоя должна быть ограничена 3–10 мм. Оптимальные размеры зерен катионита, исходя из этих соображений, принимают в пределах 0,3–1,5 мм.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Глава XI. Якоря специального назначения
Глава XI. Якоря специального назначения Облегченные конструкции Представьте, что вы приобрели моторную лодку или катер и вам нужен якорь весом 5-20 кг. Если вы попытаетесь снабдить свое судно сделанным по чертежам Холла якорем соответствующего веса, то скоро убедитесь,
ПОДВОДНЫЕ ЛОДКИ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
ПОДВОДНЫЕ ЛОДКИ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ Кроме боевых, в составе советского ВМФ имелись подводные лодки специального назначения: различные плавающие лаборатория и подлодки-цели, а также сверхмалые
ОПЫТНЫЙ ТЯЖЕЛЫЙ ТАНК ОБЪЕКТ 279 (специального назначения)
ОПЫТНЫЙ ТЯЖЕЛЫЙ ТАНК ОБЪЕКТ 279 (специального назначения) Состояние создан в 1957г.Разработчик . СКБ ЛКЗИзготовитель . ЛКЗПроизводство опытный образецБоевая масса, т 60Длина, мм– с пушкой вперед 11085– корпуса 6770Ширина, мм 3400Высота по крышу башни, мм 2639Клиренс, мм нетСр. уд.
БРОНЕАВТОМОБИЛИ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
БРОНЕАВТОМОБИЛИ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ***
Фильтрующие элементы – картриджи
Фильтрующие элементы – картриджи Основной частью любого картриджного фильтра является фильтрующий элемент, с помощью которого и производится очистка воды. Конструкция сменных элементов картриджных фильтров, а также их размеры были разработаны в 60-х годах фирмами Millipor
Картриджи для удаления механических примесей
Картриджи для удаления механических примесей Принцип очистки воды от механических примесей с помощью картриджей прост и понятен. Исходная вода, проходя через картридж, очищается от песка, ила, взвесей и т. д.При фильтрации воды через фильтровальные перегородки,
Картриджи на основе ионообменной смолы
Картриджи на основе ионообменной смолы В настоящее время на рынке представлены ионообменные смолы российских и иностранных производителей, которые применяются в картриджах для умягчения воды. Конструктивно картриджи изготовлены таким образом, что провести
Картриджи для обезжелезивания
Картриджи для обезжелезивания Подземная вода, в которой содержится железо, прозрачна и чиста на вид. Однако даже при непродолжительном контакте с кислородом воздуха железо окисляется, придавая воде желтовато-бурую окраску. Уже при концентрациях железа выше 0,5 мг/л такая
Картриджи для удаления нитратов
Картриджи для удаления нитратов Нитраты – это соли азотной кислоты. В воде эти соли легко распадаются на катионы металлов и отрицательно заряженные (анионы) нитрат-ионы NO3-. Специально разработанные для удаления нитратов нитратселективные (избирающие нитраты)
Картриджи для деионизации
Картриджи для деионизации Картриджи для деионизации воды изготавливаются с использованием специальной смеси ионообменных смол. Такие фильтрующие элементы применяются в качестве постфильтров в многоступенчатых системах очистки воды. Они минимизируют суммарное
Картриджи для горячей воды
Картриджи для горячей воды Картриджи к фильтрам для горячей воды изготавливаются из материалов, учитывающих высокую температуру и свойства горячей воды.Производительность фильтров для горячей воды различна и определяется их габаритами, проходным сечением, а также
Полифосфатные картриджи
Полифосфатные картриджи Существуют фильтрующие элементы для очистки горячей воды, которые содержат полифосфаты. Полифосфатные соли могут быть в виде кристаллов различных размеров, гранул, порошка, таблеток, либо в состоянии концентрированного раствора, требующего,
5.4 узлы специального назначения
5.4 узлы специального назначения Самозатягивающиеся узлы. Применяются обычно в аварийной ситуации, когда какой-либо из самохватов сломался, потерся или не закусывает грязную веревку. Их прочность близка к объявленной прочности веревки, из которой они сделаны, потому что,
43. Приборы времени специального назначения
43. Приборы времени специального назначения Для оперирования в быту и решения технических вопросов параметры U, w оказываются достаточными. Но там, где требуется наибольшая точность (астрономия, авиация, ВМФ, мореходство и др.) пользуются и другими параметрами.В их основе
5.7.2. ПЕРЕДВИЖНЫЕ ЭЛЕКТРОСТАНЦИИ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
5.7.2. ПЕРЕДВИЖНЫЕ ЭЛЕКТРОСТАНЦИИ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ Развитие электроэнергетики в полевых частях сухопутных войск в значительной мере определялось основополагающим требованием мобильности. Первая русская передвижная электростанция была создана в 1913 г. для