2.8. Микролитье небольших изделий
2.8. Микролитье небольших изделий
Как овладеть технологией микролитья? Главное – тщательно продуманная подготовка и подробные записи о выполняемой работе. Это поможет учесть первые ошибки, а в будущем даст возможность экспериментировать.
Вот основные материалы и инструменты: олово или третник (сплав 2/3 олова с 1/3 свинца), пластилин и пчелиный воск для лепки моделей, гипс, тальк (можно заменить порошком пемзы), мастика белая скипидарная для натирки паркетных полов (может быть заменена мыльным кремом для бритья), раствор медного купороса с марганцовокислым калием, самодельная центрифуга, газовая горелка и опока (рис. 2.13). Миниатюрные чеканы, сделанные из вязальных спиц.
Как вы уже узнали, что существует несколько основных способов литья, вобравших в себя опыт древнего ремесла и современной технологии изготовления художественных произведений из металла. Применительно к олову это способы барельефного литья, ажурного литья, объемного литья и кокильного литья. О каждом из них мы расскажем подробно.
Все оборудование для микролитья можно изготовить своими руками. Опока – это отрезок трубы с толщиной стенки 2–3 мм. Заготовить нужно несколько опок различного диаметра для моделей разной величины. Но учтите, что самая большая опока должна свободно умещаться в подставке ручной центрифуги.
Центрифуга изготовляется так. В деревянную ручку пропустите металлический стержень толщиной около 5 мм. К стержню неподвижно прикреплена серьга. Ручка длиной 4–5 см должна свободно вращаться на стержне (см. рис. 2.13 и 2.17, позиция 1). Подставку для опоки изготовьте из железа. Диаметр ее 7–8 см, высота бортика 2,5–3 см. К бортику приклепайте скобу высотой 11–12 см от основания подставки. Вверху скобы приварите или сделайте витое кольцо. Соедините его с серьгой проволочным коромыслом с согнутыми на концах кольцами. Места соединения должны быть прочными и подвижными. Длина коромысла 25–50 см, толщина 4 мм. Чтобы уверенно пользоваться центрифугой, потренируйтесь сначала: поставьте в нее сосуд с водой и вращайте, стараясь не пролить воду.
Наиболее простой и удобный аппарат для плавки металла состоит из портативного баллончика с пропаном, бронированного шланга к нему и самодельной горелки (см. рис. 2.13).
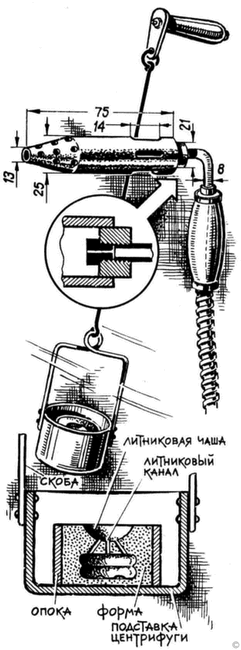
Рис. 2.13. Горелка, центрифуга, опока.
Отрежьте от железной трубы подходящих размеров втулку для сопла горелки. Затем, прорезав в нескольких местах ножовкой край трубки, ковкой сузьте на конус одну из сторон и опилите. После этого вдоль втулки просверлите и пропилите отверстия. Из латуни выточите пробку и плотно вгоните молотком в сопло. В центре пробки просверлите отверстие и нарежьте резьбу для трубки, которая будет подавать газ в горелку. Трубку подберите с таким расчетом, чтобы в ней можно было нарезать резьбу для капсюля. Капсюль вывинчивают из шланга. Трубку с капсюлем ввинтите в пробку, аккуратно изогните и насадите на другой конец ручку из дерева или эбонита. Бронированный шланг удлините прочным резиновым шлангом, способным выдержать давление газа.
Регулируют подачу газа краном, расположенным на шланге. Зажигайте горелку при минимальной подаче газа, а потом увеличивайте пламя. Горелка развивает температуру до 1000 °C – ее вполне достаточно, чтобы заниматься художественным микролитьем.
Во время работы с горелкой баллон с газом не должен находиться рядом с пламенем.
Различных сплавов для мелких отливок существует множество. Можно взять, например, такой: 63,7 % меди, 33,5 % цинка, 2,55 % олова, 0,25 % свинца. Пусть вас не пугают десятые и сотые доли процента – не обязательно слишком точно придерживаться этой пропорции.
Хорошо продумайте, что вы будете отливать, потом приступайте к изготовлению восковой модели. Учтите, что расплавленный металл повторит все огрехи модели, поэтому тщательно отделывайте ее.
К модели прикрепите расплавленным воском металлические литниковые штифты толщиной 1–2 мм. Хороший штифт получается из швейной иглы, если отломать острие. Чаще всего для равномерного и быстрого заполнения формы требуется несколько штифтов – в этом случае они обязательно должны пересекаться в одной точке, где также скрепляются воском.
Впоследствии точка пересечения окажется вне формовочной массы – это видно на рисунке 2.13.
Учитывая габариты модели, подберите опоку. Высота опоки определяется с таким расчетом, чтобы расстояние ее воображаемым дном и моделью составляло 1–1,5 см, а вверху можно было вырезать в формовочной массе литниковую чашу для плавки металла.
Формовочную массу приготовьте из двух частей гипса и одной части талька или пемзового порошка. Хорошо перемешайте состав и засыпайте в воду. Масса должна приобрести консистенцию негустой сметаны. Поставьте опоку на лист асбеста и заполните формовочной массой. Пока масса не затвердела, возьмите модель за штифт и погрузите в нее, слегка вибрируя, чтобы удалить пузырьки воздуха. Не раньше чем через полчаса скальпелем вырежьте литниковую чашу и плоскогубцами осторожно удалите штифты. Литниковые каналы, оставшиеся после удаления штифтов, должны располагаться в центре литниковой чаши, имея каждый самостоятельный выход.
Поместите опоку в духовку или муфельную печь литниковыми каналами вниз и в продолжение двух часов постепенно (иначе пар разорвет форму) повышайте температуру до 350 °C. После этого положите опоку боковой стороной на газовую плиту, подстелив лист асбеста, и, увеличивая огонь, выжгите оставшийся воск, поворачивая опоку для равномерного прогрева. Продолжайте нагрев и после того, как выгорит весь воск: обжиг необходим для повышения газопроницаемости формы. Как только стенки опоки станут красными, перенесите ее в ручную центрифугу. В литниковую чашу аккуратно заложите нужное количество металла и начните плавку, подсыпав немного буры. Плавящийся металл не пойдет без давления в узкие литниковые каналы. Но вот металл расплавлен весь, вы начинаете быстро вращать центрифугу, и металл устремляется в форму. Двадцати оборотов центрифуги достаточно, чтобы не только заполнение формы, но и кристаллизация металла произошли под давлением.
Чтобы извлечь отливку из формы, надо горячую опоку подставить под струю воды, направленную в литниковую чашу. Форма разрушится, и вы увидите почти готовое изделие (см. рис. 2.14, 2.15, 2.16). Отливку отбелите в 15 %-ном растворе серной кислоты.
Из мелких фрагментов можно с помощью пайки монтировать более крупные художественные произведения.
Занимаясь микролитьем, не забывайте ни на минуту о технике безопасности. Внимательно прочтите и запомните инструкцию, как обращаться с газовыми баллонами, – такая инструкция есть в каждом обменном пункте газовых баллонов. Приготовляя раствор серной кислоты, помните, что нужно кислоту лить в воду и ни в коем случае не наоборот. Раствор нужно готовить осторожно, не проливая кислоту. Прорезиненный фартук, резиновые перчатки, очки необходимы.

Рис. 2.14. Перстень. Автор В. Островский.

Рис. 2.15. Брошь. Инкрустирована жемчугом, обрамление – дерево. Автор И. Малаховский.

Рис. 2.16. Кольцо с зодиакальным знаком. Автор И. Малаховский.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Сборка кованых изделий
Сборка кованых изделий Работу над изделием необходимо начать с представления его не только в целом, но и в деталях, зная характер их соединения и обратив внимание на приемы соединения, так как прием соединения выполняет не только соединительную функцию, но и влияет на
Художественное оформление кованых изделий
Художественное оформление кованых изделий Теперь, после ознакомления с кузнечным ремеслом, рассмотрим процесс создания с его помощью произведений искусства. Конечно, можно попробовать ковать что-либо на глазок и посмотреть, что в результате этого получится. Однако в
Изготовление изделий
Изготовление изделий Наибольшей популярностью среди точеных изделий пользуются предметы домашнего обихода: тарелки, плошки, стаканы, кувшины.Для изготовления точеных тарелок чаще всего используют старые сосновые доски, древесина которых уже от времени приобрела
Классификация изделий из стекла
Классификация изделий из стекла Как известно, существует огромное многообразие изделий, изготавливаемых из различных видов стекла. По своему назначению они делятся на бытовые, строительные и технические.Бытовые изделияК изделиям бытового характера относится посудное,
Декорирование изделий из стекла
Декорирование изделий из стекла В стеклопромышленности существует множество способов декорирования изделий из стекла. Прежде всего декорируют посуду, витражи, а также стекла оконных рам. Все способы декорирования изделий из стекла, представленные в данной части книги,
Украшение изделий стеклянными капельками
Украшение изделий стеклянными капельками Необычно и эффектно выглядят изделия, украшенные мелкими капельками расплавленного бесцветного стекла, нанесенными на поверхность (рис. 142). Рис. 142. Курительный набор «Капли
Классификация и ассортимент ювелирных изделий
Классификация и ассортимент ювелирных изделий Общепринятая классификация ювелирных изделий – это объединение их в группы по назначению: личные украшения, предметы туалета, принадлежности для курения, предметы для сервировки стола, письменные принадлежности,
11.7. Эксплуатация изделий из золотых сплавов
11.7. Эксплуатация изделий из золотых сплавов Ювелирные изделия в процессе носки в контакте с кожей подвергаются сильному коррозионному воздействию ее выделений. Свидетельством коррозии украшений служит появление на коже плохо смываемых черных отметин.Потемнение кожи
4.3.3. Сертификация комплектующих изделий
4.3.3. Сертификация комплектующих изделий Отраслевая сертификация представляет собой действие, проводимое третьей стороной с целью подтверждения посредством сертификата (аттестата) соответствия изделия нормативам технического уровня и годности для установки на
2.13. Обработка готовых изделий
2.13. Обработка готовых изделий Наибольшее распространение получили медные сплавы (бронза, латунь) в производстве монументальных отливок, а серый чугун – при отливке малых форм (например, каслинское литье).Художественные изделия иногда отливают частями, для упрощения и
II. Арка. Свод. Купол Книга вторая, повествующая о том, как сделать прочным потолок из небольших камней
II. Арка. Свод. Купол Книга вторая, повествующая о том, как сделать прочным потолок из небольших камней Секреты арки С тех пор, как люди отказались от шалашей и вигвамов и начали возводить дома с вертикальными стенами, вопрос, как сделать над ними крышу и потолок, стал
Ермаков Михаил Прокопьевич
Просмотр ограничен
Смотрите доступные для ознакомления главы 👉