3.2. Дифовочные работы
3.2. Дифовочные работы
Различают следующие виды дифовки: свободная ручная выколотка, выколотка по модели, механизированная дифовка.
Свободная ручная выколотка представляет собой способ, которым из листового металла создают полое объемное изделие. Он включает три основных процесса – расплющивание заготовки, т. е. увеличение ее за счет уменьшения толщины; сгибание заготовки – сжатие вогнутой стороны и растяжение выпуклой; осадка металла – увеличение толщины его поперечного сечения в результате удара. Обычно свободной выколоткой выполняют в металле первые авторские образцы. Этот процесс трудоемкий и длительный, поэтому, если есть возможность, его заменяют другими, более производительными приемами – дифовкой по модели, давкой на станке.
Инструменты и приспособления. При ручной дифовке применяются различные ударные и опорные инструменты. Ударный инструмент – молотки, изготовленные из твердых пород дерева: дуб, клен, самшит, граб, береза. Изготавливают молотки и из резины, цветных металлов, кости, стали. Дифовку лучше выполнять неметаллическими молотками, так как на поверхности металла не остается царапин, засечек, забоин и иных следов от ударов. Резиновые молотки служат для выколотки и выглаживания важных участков заготовки. Стальные молотки бывают разных форм – плоские, выпуклые, шаровидные и т. п.
Молотки-наводильники служат для посадки гофр (рис. 3.8, а), гладильники – для правки и проковки поверхностей заготовки, шаровые – для выколотки вогнутых и выпуклых форм (3.8, в). Их бойки должны быть тщательно отполированы, чтобы не оставалось засечек и царапин.
Опорный инструмент представляют наковальни, плиты различных форм для правки и гибки листового металла, шпераки с двумя плечами различной формы – плоскими, конусными, округлыми концами (подробнее с приспособлениями можно ознакомиться в литературе по «Художественной ковке»). К опорному инструменту относятся стойны (рис. 3.8, б), служащие для обработки сложных по форме изделий. Массивные стойны с выпуклой поверхностью для выколотки и проковки полых изделий – амбусы. Используют слесарные инструменты – зубила, ручные ножницы, напильники, шаберы, плоскогубцы, круглогубцы, гофрилки, мерительный инструмент, чертилки, ножовки и др. свободной выколоткой выполняют в металле первые авторские образцы. Этот процесс трудоемкий и длительный, поэтому, если есть возможность, его заменяют другими, более производительными приемами – дифовкой по модели, давкой на станке.
Расплющивание производят молотком на небольшом участке листа, лежащего на наковальне. Толщина металла в этом месте уменьшается, раздается в ширь, и лист начинает деформироваться в сферическую поверхность, так как нетронутые его края не дают возможности раздаться в стороны.
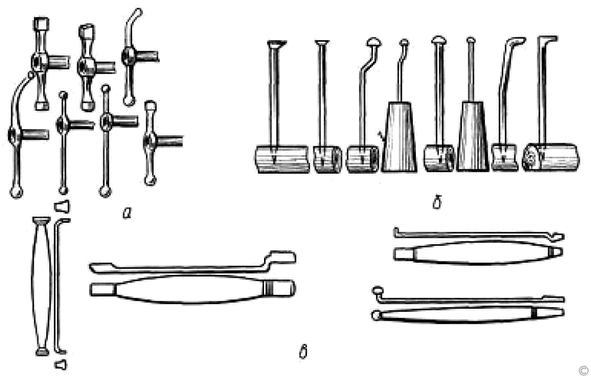
Рис. 3.8. Основные инструменты: а – выколоточные фигурные молотки-наводильники; б – вертикальные стойна; в – гладильники.
Сгибание выполняют стальным или деревянным молотком на ребре наковальни. Оно может быть под углом, по прямой, дуге или радиусу. В качестве опоры выбирается ребро фасонной наковальни соответствующей формы. При сгибании происходит также и вытяжка металла. Осадка предполагает предварительную гофрировку заготовки, а затем осаживание гофры стальным или деревянным молотком на наковальне. Низкие и широкие гофры осаживаются легче. Губки плоскогубцев и круглогубцев для гофрировки или специальных гофрилок должны быть отполированы и закалены. Такой инструмент не оставляет царапин и повреждений на поверхности заготовки.
Материалом для ручной выколотки могут служить листы стали, алюминия, меди и ее сплавов, бронзы, латуни, томпаков; серебра и даже золота. Основное требование к материалу – пластичность. Единственное ограничение – толщина листового металла не должна превышать 2 мм. Бытовую посуду чаще всего изготовляют из обычной (лучше низкоуглеродистой) или нержавеющей стали, из алюминия, меди, латуни. При этом для улучшения потребительских свойств и увеличения срока службы стальную посуду принято лудить или эмалировать, медную – лудить, алюминиевую – оксидировать или покрывать слоем другого металла электролитическим способом.
Ручную выколотку выполняют на опорном инструменте – вертикальных стойнах – выколоточными фигурными молотками. Перед началом выколотки производят раскрой заготовок в соответствии с желаемой формой изделия. При раскрое необходимо учитывать припуски на осадку заготовки под ударами. Если выпуклость изделия будет высокой, припуск дают больше. Величину припусков для того или иного изделия лучше определять опытным путем. По мере накопления опыта вы научитесь безошибочно необходимые припуски. Очень важно перед началом работы внимательно осмотреть заготовку. Наличие на ней глубоких царапин, выбоин, других дефектов повышает риск разрыва заготовки под воздействием ударов на местах обнаруженных дефектов. Если дефектов поверхности заготовки не обнаружено, то ее в обязательном порядке отжигают для придания пластичности и лишь после этого приступают к выколотке.
В зависимости от конфигурации выбирают соответствующее стойно и расположив на нем плоскую заготовку, начинают выколачивать ее в необходимом месте, где планируется выпуклость. Выколотку ведут частыми, но не сильными ударами выколоточного молотка. Постепенно края заготовки отгибаются внутрь. На этом этапе выколачивают выпуклость высотой, равной 1/6-1/8 итоговой высоты выпуклости. Здесь делают остановку. Дело в том, что одновременно с подгибанием краев заготовки внутрь, на них образуются складки, называемые гофрами. Чем глубже выпуклость, тем сильнее гофрятся края заготовки. Изделие в готовом виде не должно иметь никаких гофров (конечно, если их наличие не задумано мастером). Поэтому процесс выколотки периодически прерывают и занимаются устранением гофров. Для этого их сначала выделяют с помощью круглогубцев, а затем осаживают молотком на стойне (рис. 3.9).
Устранив образовавшиеся на первом этапе гофры, переходят к выколотке середины заготовки. Середину выколачивают такими же частыми, равномерными, но не сильными ударами. Периодически удары прекращают, чтобы осмотреть изделие, не достаточна ли высота выпуклости, не произошло заваливания выпуклости и ее кромок в какую-либо сторону. Этот момент очень важен, так как несимметрично выколоченным изделием мастеру предстоит проводить трудоемкую, серьезную исправительную работу.
Маленький недочет всегда можно легко исправить несколькими ударами. При выколотке середины удары наносят от центра заготовки к краям по траектории расходящейся спирали. Но при этом удары по самой высокой части выпуклости наносить ни в коем случае нельзя, иначе она неравномерно поднимется над общей поверхностью заготовки. Периодически заготовку отжигают (отжиг снимет внутреннее напряжение металла, возникающее под воздействием ударов, так называемый наклеп или нагартовку, и возвращает металлу пластичность), наносят круглогубцами гофры и осаживают их на стойне.
Когда необходимая глубина достигнута, выколотку прекращают, поверхность заготовки выглаживают гладильником, излишки материала на краях обрезают и зачищают заусенцы напильниками, наждачной бумагой и т. д.
Мастера старины были настоящими виртуозами выколоточных работ. Здесь и уже известные нам выколоточные молотки и опорные стойна, и «желобильни» – чугунные плиты с углублениями для выгиба краев дна у чайников, ведер, других изделий, и «осадки» с «обжимками» – толстые металлические стержни длиной 200–250 мм с углублениями на концах, применявшиеся для изготовления заклепок. Здесь и гладильники – подобия кузнечных гладилок применяли мастера и различные молотки: наводильники для осадки гофр, шаровые – для сферических поверхностей, шеечные – для образования шеек ваз, кубков, кувшинов.
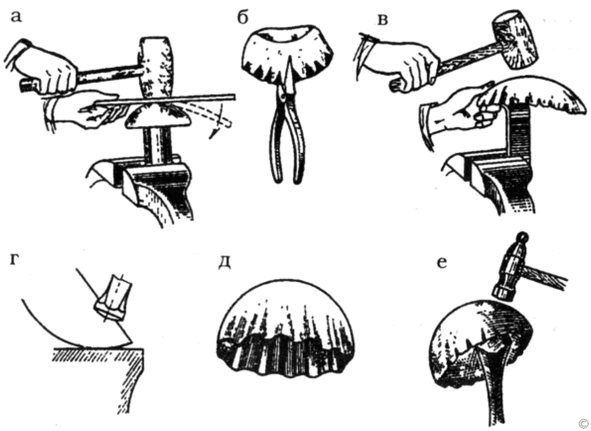
Рис. 3.9. Выколотка полусферы на стойче ручным способом:
А – загиб края заготовки; б – гофрирование края; в – посадка гофров; г – выколотка середины; д – нанесение гофров; е – посадка гофров.
Кроме простых изделий мастера изготовляли сложные сборные конструкции. Здесь и самовары, и упомянутые уже кувшины, кубки, вазы. Элементы этих произведений (шейки, тулова, ножки) изготовлялись по отдельности, а затем соединялись при помощи фальцев. Такие детали как ручки, краны самоваров и др. отливались по формам и щедро украшались подчас уникальным узором. В настоящее время сборку отдельных элементов можно производить пайкой или сваркой.
Облегчало труд умельцев применение болванок. Болванки старых мастеров представляли собой чугунные опоры, имевшие форму и размеры готового изделия или его детали. Технику выколотки на болванках применяют и в настоящее время. Она ускоряет и упрощает процесс изготовления изделия и его деталей и даже может лечь в основу серийного производства изделий.
Болванки можно изготавливать из дерева, металла, стеклопластика, текстолита и даже камня. Рабочая поверхность болванки должна быть очень ровной и отполированной. Заготовку прикладывают к болванке и начинают выколачивать, передвигаясь от краев к выпуклости. Периодически заготовку снимают с болванки и подвергают отжигу. Вернув металлу пластичность, продолжают придавать заготовке форму болванки. Завершив формовку, изделие проглаживают, срезают излишки материала, зачищают заусенцы.
Сборку многоэлементного изделия производят пайкой. Чтобы соединительный шов не выделялся, его проковывают в холодном или нагретом состоянии молотками или небольшой по весу кувалдой. При термической (горячей) правке осуществляют местный нагрев заготовки в деформированной части. Делать это можно над газовой горелкой. Прогревают заготовки постепенно. За один проход вдоль деформированной части нагревают зону шириной в 0,5–2 толщины материала заготовки. Выравнивание происходит при охлаждении прогретой зоны в силу сжатия металла при переходе из горячего состояния в холодное. Дополнительная проковка шва позволяет увеличить эффект термической правки.
Нагрев шва всегда осуществляется с выпуклой стороны и начинается от центра выпуклости. Удары же начинают наносить вокруг нагретого участка, а затем уменьшая радиус, постепенно проковывают сам разогретый участок.
При описании выколотки мы затронули еще одну операцию. Это посадка гофров. Рассмотрим ее подробнее.
Посадка гофров. Посадкой называется изменение формы заготовки, в результате которого сокращается длина кромки с одновременным ее утолщением. Осуществляется посадка в два приема: гофрирование и собственно посадка гофра. Гофрирование производят, как вы уже знаете, при помощи круглогубцев. В этой части заготовки, которую нужно посадить, круглогубцами наносят невысокие, равномерные по всей длине борта заготовки гофры. В идеале высота гофра должна равняться его ширине. Затем вооружаются металлическим или деревянным наводилом (заостренным) молотком и начинают наносить удары сначала по высокому краю гофра, а затем по направлению от низкой части к борту (см. рис. 3.8, а; 3.9) удары должны быть легкими и частыми. Окончив посадку, поверхность заготовки выглаживают гладильником.
Вытяжка. Еще больше упрощает процесс холодная листовая штамповка. Это так называемая вытяжка. Ее применяют для изготовления объемных изделий или деталей простых форм из листов металла. Основные приспособления, требующиеся для вытяжки, матрица пуансон и прижим. Плоскую заготовку располагают между матрицей и пуансоном и, воздействуя силой удара на ударную часть пуансона, формируют из заготовки объемное изделие. Форма изделия задается формой матрицы и пуансона (см. далее главу «Басма»). Однако, в силу растяжения металла, на его кромке должны образоваться гофры. Чтобы этого избежать, применяют специальный прижим. Им плотно прижимают кромку вставленного между матрицей и пуансоном листа, но так, чтобы давление прижима не препятствовало передвижению материала (рис. 3.10).
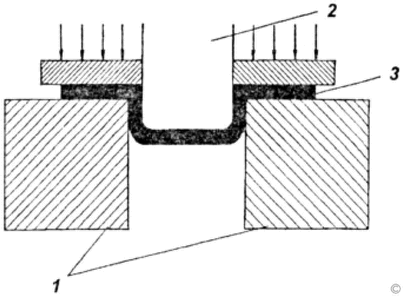
Рис. 3.10. Приспособление для вытяжки: 1 – матрица; 2 – пуансон; 3 – заготовка.
Поверхности рабочего инструмента вытяжки, также как и во всех предыдущих операциях, должны быть гладкими и отполированными во избежание повреждения поверхности заготовки.
Выколотку по моделям применяют в работе над монументальной скульптурой, при изготовлении барельефов и скульптурно-декоративных композиций экстерьерного характера из меди, латуни, алюминия, нержавеющей стали. Монументы, выполненные выколоткой, долговечнее литых, удобны при перевозке, легки и прочны.
Технология выколотки. С авторского оригинала, отформованного в гипсе в натуральную величину, снимают кусковую гипсовую форму и изготовляют цементные модели головы, торса, рук и т. д. Для сильно профилированных деталей фигуры – лица, кисти руки и т. д. отливают боббитовые модели. Для сложных и ответственных по рельефу деталей отливают дополнительно боббитовые формы, которые служат матрицами для уточнения рельефа при выколотке.
Все металлы, кроме алюминия, предварительно отжигают, отбеливают, промывают и просушивают.
Выколотку отдельных деталей или частей фигуры выполняют на металле различной толщины: для цветного 1–2 мм, для нержавеющей стали – 0,5–1 мм. Площадь листовой заготовки рассчитывают с учетом вытяжки и посадки, измерения производят рулеткой или стальной линейкой по огибу модели. Листовой металл накладывают на кусковую форму, обжимают, закрепляют проволокой или куском веревки и производят выколотку вначале резиновыми, а затем деревянными и другими молотками. Затем заготовку повторно отжигают, нагревая ее до темно-красного каления, если она изготовлена из меди, стали или латуни. Алюминий отжигают осторожнее, до почернения предварительно нанесенным мылом рисок. Очищенную от окалины заготовку вновь накладывают на модель, закрепляют, и выколотку повторяют. В сложных случаях профилировки операцию повторяют несколько раз. С лицевой стороны заготовку утоняют стальными чеканами. Для этого ее заполняют смолой и после застывания прочеканивают и наносят фактуру (см. главу «Чеканка»). Сборку деталей и монтировку фигуры начинают с подгонки и пропиловки краев деталей между собой. Излишки металла обрезают ножницами и опиливают напильниками, затем листы подгоняют встык, сваривают, швы прочеканивают. Далее фигуру монтируют на стальной каркас. На внутренней ее поверхности приваривают специальные кламеры из того же металла. К ним через текстолитовые прокладки, которые нужны чтобы не образовались термопары, крепят стальной каркас.
Выдавливание. При выдавливании изделий из листового металла применяют токарный (или давильный станок). Токарный станок оснащается специальной оправкой, повторяющей требуемую форму изделия. Оправка может быть стальной, чугунной или деревянной. Посредством выдавливания изделиям придают формы тел вращения (например, полусферическую). Круглую плоскую металлическую заготовку зажимают между закрепленной в патроне или на шпинделе токарного станка и вращающимся центром задней бабки станка (рис. 3.11).
На опорном штифте специального упора (или подручника) устанавливают давильник. Давильники изображены на рисунке 3.12. Этот инструмент выполняется из стали, латуни, меди.
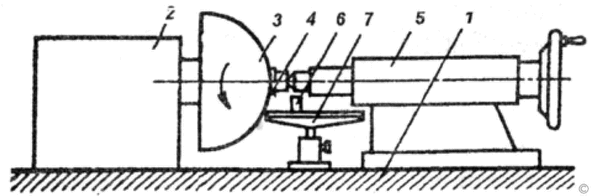
Рис. 3.11. Давильный станок: 1 – станина; 2 – шпиндель; 3 – заготовка; 4 – прижим; 5 – задняя прижимная бабка; 6 – опорный штифт; 7 – упор.
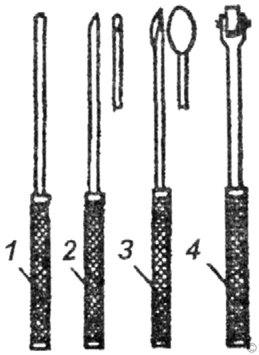
Рис. 3.12. Давильники: 1 – со сферической головкой; 2 – со скошенной головкой; 3 – с увеличенной сферой; 4 – с роликом.
Твердые породы древесины также допустимы для использования в качестве материала для давильников. Рабочая часть давильника имеет либо шарообразную, либо скругленную форму или же выполняется в виде вращающегося ролика. Длина рукоятки давильника должна быть не менее 400 мм.
Изготовление фигурной вазы и скульптуры (рыбки).
Ваза изготовляется из листовой латуни толщиной 0,8 мм. Ваза состоит из пяти частей: нижней, полусферической с дном; вставыша, изготовляется на токарном станке; средней конической; верхней фигурной и латунной ручки, изготовляется кузнечным способом, или литьем. Раскроенные нижнюю часть, верхнюю и среднюю выдавливают на давительном станке с помощью деревянной формы, затем края в месте стыка зачищают, заготовки связывают, подгоняют и пайкой выполняют вертикальные швы. Пайку ведут под слоем флюса с двух сторон, в качестве припоя можно использовать сплав серебра, цинка, меди и латуни, а для нагрева применить газовую горелку. Подготовленная таким образом нижняя часть вазы обрабатывается на деревянной форме специальными молотками с внутренней стороны до получения задуманной формы. Аналогично делается раскрой, подготовка, формовка и пайка верхней, фигурной, и средней, конической части вазы. Конус выбивается с применением наружного шаблона, а затем, для сглаживания появившихся на нём выбоин, поверхность обрабатывается с применением стальных специальных пунсонов, соответствующих форме вазы. Подготовленные таким образом детали вазы: верхнюю, нижнюю и среднюю части подгоняют; вставляют вставыш; изделие связывают; производят пайку соединительных швов. Оформляют горловину, припаивая фигурную ручку. Верхнюю часть горловины выполняют выколачиванием наружу и снизу усиливают латунной проволокой. Излишки металла удаляют, швы, и стенки вазы выравнивают и выглаживают для получения требуемой формы, затем поверхность обрабатывают 5 %-ным раствором серной кислоты. Ваза подготовлена для отделки, а именно, выполнения чеканного рисунка (см. главу ниже). Ваза может украсить ваш интерьер.
Научившись выколачивать правильную полусферу, попробуйте взяться за выделку декоративной металлической посуды. Готовую посуду можно украсить гравировкой или чеканкой.
Современные художники-прикладники успешно применяют выколотку для создания настольной декоративной скульптуры. Предельно лаконичным, скупым, но точным языком пластики художники передают самое характерное в изображаемой натуре, создают обобщенный, легко запоминающийся образ, не забывая выявить специфическую красоту самого материала.
Как обычно, творческая работа над скульптурой начинается с выполнения набросков с натуры, на основе которых разрабатывается эскиз. Чтобы достаточно хорошо изучить натуру, нужно сделать множество набросков в самых различных ракурсах. Эскиз составляют с учетом материала и техники, которые будут применены. Руководствуясь эскизом, лепят модель из глины или пластилина. По модели изготовляют выкройки разверток. Внимательно изучив вылепленную модель, решают, как наиболее удачно выполнить раскрой, стараясь свести до минимума количество выкроек. На модели карандашом можно нанести примерные линии стыков выкроек. Затем прикладывают к модели бумагу или фольгу и прорисовывают контуры каждой выкройки. Можно использовать кальку или папиросную бумагу, через которые хорошо видны линии раскроя.
Затем выкройки переводятся на плотную бумагу или тонкий картон. С помощью вырезанных шаблонов раскраивают металлический лист.
Надо иметь в виду, что как бы тщательно ни были подготовлены выкройки, контуры и размеры их все же будут довольно приблизительными. Ведь после того как будет выколочена каждая деталь, площадь поверхностей у них увеличится.
При дальнейшей работе над скульптурой, вплоть до завершения сборки, постоянно уточняйте форму и контуры каждой детали. Конечно же, при работе в материале не обязательно точно придерживаться форм, найденных в модели. В процессе выколотки сам материал и приемы его обработки могут подсказать более выразительное пластическое решение. Помните, что в свободной ручной выколотке творческое начало присутствует на всех этапах работы, начиная с наброска на листе бумаги и кончая сборкой и патинированием.
Декоративную настольную скульптуру можно выполнить из листовой красной меди. Если меди нет – заменить листовой латунью.
Перед раскроем заготовок металл отожгите и опустите в холодную воду, чтобы снять окалину. Шаблоны вырежьте из плотной бумаги или тонкого картона. Наложив шаблоны на металл, обведите их стальной чертилкой. Аккуратно вырежьте каждую деталь.
Выколачивать детали можно на опорном инструменте или на толстой свинцовой плите. Такую плиту изготовить довольно просто (см. главу «Литье металла»). В широкую жестяную банку положите куски свинца и расплавьте на огне. Слой расплавленного свинца должен достигать примерно 30–40 мм. Погасите огонь. Остывшую плиту выбейте из банки, и наковальня готова.
Положите деталь на плиту и начинайте выколачивать, нанося сильные и точные удары.
Под ударами молотка медь начинает вытягиваться, а в свинце образуются углубления, точно повторяющие форму выколачиваемого медного листа.
Обработанные выколоткой детали сгибайте на краю верстака или наковальни. При этом внутренняя поверхность листа испытывает деформацию сжатия, а внешняя – растяжения. Мелкие детали сгибайте плоскогубцами. Перед сборкой и спайкой каждую деталь плотно подгоните друг к другу в местах стыков, срезая лишние куски металла ножницами или стачивая напильником. Спаивать можно оловом, применяя в качестве флюса канифоль или хлористый цинк.
Более простые полые формы для украшения интерьера, имеющие симметрию, например рыбку (см. рис. 3.13), можно выколотить на болванке из девятислойной фанеры. Если фанеры такой толщины нет, ее можно склеить под прессом из трех листов трехслойной фанеры.
Выпилите в болванке сквозное отверстие, соответствующее контурам туловища рыбы, и положите болванку на низкий ящик. На дно ящика положите кусок пластилина так, чтобы он плотно заподлицо заполнял вырез в фанере. Затем сверху наложите медный лист и приступайте к выколотке.
Чтобы металл не разорвался, выколотку нужно начинать над краями отверстия, постепенно продвигаясь к середине, пока заготовка не примет нужную форму. Точно так же выколотите вторую, половину. Только не забудьте фанеру с вырезом перевернуть на другую сторону.
Закончив выколотку боков, прочертите и вырежьте хвост и плавники. У той и другой половины они должны точно совпадать и плотно прилегать друг к другу. Прежде чем спаивать половины, просеките в них узкие поджаберные отверстия. С внутренней стороны плавники и хвост зачистите шабером, напильником или наждачной бумагой, затем смочите хлористым цинком (паяльной жидкостью) и пролудите всю поверхность оловом. Из нихромовой проволоки (она не деформируется при нагревании) изготовьте зажимы.
Внутреннюю поверхность плавников и хвоста смажьте хлористым цинком. Обе половины соедините зажимами так, чтобы края их совпадали. На газовую плиту положите металлическую сетку, а на нее корпус рыбы. Нагревая корпус на огне, внимательно следите за швом. Как только в нем появится расплавленное олово, газ нужно выключить. Через некоторое время остывший корпус снимите с сетки, уберите зажимы и обработайте напильником края хвоста и плавников.
Завершите сборку припаиванием мелких деталей – боковых и нижнего плавников, которые вырежьте заранее, а также выгнутых из медной проволоки колец вокруг глаз и окантовки рта.
Все медные или латунные фигурки патинируют. Перед этим зачистите их металлической щеткой и наждачной бумагой. Наиболее часто для меди и латуни применяется способ патинирования серной печенью. В данном случае слово «печень» образовано от слова «спекать» – чтобы ее получить, спекали порошки серы и поташа. Пары серы ядовиты, поэтому серную печень нужно готовить в вытяжном шкафу или в хорошо проветриваемом помещении. Одну часть порошковой серы смешайте с двумя частями поташа и в течение 15–20 минут расплавляйте (спекайте) смесь в металлической посуде. К концу или в середине спекания смесь может загореться слабым зеленоватым огнем. Такое горение допустимо и не отражается на качестве серной печени.
Остывшую смесь растолките в ступе. Перед употреблением порошок залейте горячей водой и тщательно размешайте раствор. Затем в него опустите изделие. Когда латунь или медь почернеет, извлеките изделие из раствора и промойте чистой водой.
Патинированное таким образом изделие приобретает интенсивный черный цвет. Чтобы чувствовался металл, а детали выступали более рельефно, выпуклые части протрите мелко просеянным речным песком или порошком пемзы. В протертых местах появится легкий мерцающий металлический блеск, плавно переходящий в темный цвет углубленных частей скульптуры.
Операцию по отделке – патинирование, оксидирование, шлифовку, полировку производят в соответствии с замыслом автора и в зависимости от материала, из которого выполнена дифованная скульптура.
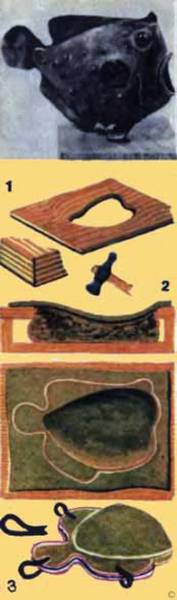
Рис. 3.13. А. Станиславский. Настольная декоративная скульптура «Рыбка». Красная медь, 1973 г. Последовательность работы над скульптурой: 1 – изготовление формы-болванки; 2 – выколотка; 3 – сборка перед пайкой.

Рис. 3.14. Образцы учебной посуды, выполненные дифовкой.
Простые образцы посуды, выполненные дифовкой и выдавливанием см. на рис. 3.14.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Реставрационные работы
Реставрационные работы Домашнему мастеру, прежде чем браться за реставрационные работы, следует взвесить свои реальные возможности и постараться устранить имеющиеся пробелы в знаниях. Нелишним будет не только прочтение специальной литературы, но и получение
2.8.1. Принцип работы
2.8.1. Принцип работы Устройство работает по принципу уничтожения насекомых электрическим разрядом высокого напряжения.Для человека оно не опасно (хотя ощутимо) в силу очень малого (единицы мкА) тока. При случайном воздействии на человека (касания сетки с электродами при
Подготовительные работы
Подготовительные работы Приготовление подложкиО том, что такое подложка, читателю уже немного известно. Она позволяет прочно закрепить обрабатываемую пластину, смягчает силу удара и обеспечивает точное выполнение контура и рельефа. В качестве наполнителя для подложки
Организация работы
Организация работы Прежде всего необходимо разместить рабочий стол (его площадь должна быть не менее 120 x 70 см, а высота – 70 см) так, чтобы он был одинаково хорошо освещен со всех сторон. Крышку стола следует сверху покрыть любым огнеупорным материалом, например
Организация работы
Организация работы На чугунную плиту кладут предварительно разогретую стекломассу и затем с помощью металлического шара формируют дно изделия, придерживая его щипцами. После этого сосуд вновь нагревают и обрабатывают края.Такое изделие можно украсить различными
Организация работы
Организация работы Перед выполнением работы необходимо прежде всего освоить технику нанесения на поверхность изделий некоторых видов резьбы. Рельеф и конфигурация рисунка (рис. 147) зависят от толщины используемого в работе круга, а также от того, под каким углом
Организация работы
Организация работы Работы по выполнению рисунков способом матированной гравировки осуществляются с помощью специального станка, на котором, помимо медных кругов для гравирования, устанавливают также держатели, на которых закрепляют дополнительные круги из абразива,
Организация работы
Организация работы Конфигурация линий, наносимых на поверхность изделия из стекла, зависит от выбранного абразивного круга. Прежде чем приступить к работе, нужно освоить технику исполнения той или иной линии:– прямые плоские линии наносят на поверхность, используя
Организация работы
Организация работы Листовое стекло, а также всевозможные изделия из стекла особенно крупных размеров можно украсить рисунком, для нанесения которого используется бормашина с абразивными наконечниками.Вместо бормашины часто применяют механизм, состоящий из
Организация работы
Организация работы Прежде чем начать выполнять роспись по стеклу, необходимо подготовить краску. Для этого небольшое ее количество растирают курантом на палитре, после чего слой выравнивают с помощью шпателя, при этом краску лучше всего разбавлять скипидарным маслом
Режимы работы
Режимы работы В устройстве можно выделить четыре режима работы:• заряд ТА;• режим хранения;• разряд ТА – подогрев двигателя;• обогрев салона.Заряд ТА. Очевидно, что перед использованием устройства для подогрева двигателя его ТА должен быть заполнен горячей
2.14. Отделочные работы
2.14. Отделочные работы Оловянные отливки дорабатывают штихелями и, если нужно, чеканкой, гравированием и тонированием. Чеканка и гравирование выполняются обычными приемами, поэтому мы не будем на них останавливаться (см. разделы дальше). Более подробно расскажем о
6.7. Отделочные работы
6.7. Отделочные работы Самый простой вариант отделочных работ – полирование выпуклых элементов по окончании гравирования. Предназначенную для гравировки поверхность металла зачищают мелкозернистой наждачной бумагой и полируют полировочной пастой ГОИ. Полировочную
3.1. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
3.1. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ Прежде чем приступить к выполнению строительно-монтажных работ, на ВЛ необходимо осуществить комплекс подготовительных мероприятий.К подготовительным работам относятся:приемка от заказчика проектной документации и производственного
3.2.1. Земляные работы
3.2.1. Земляные работы Закрепление опор линий электропередачи может осуществляться как непосредственным заглублением их в грунт, так и при помощи различных видов фундаментов, наибольшее распространение из которых получили железобетонные сборные фундаменты,
3.5.2. Монтажные работы
3.5.2. Монтажные работы Учитывая сложность рельефа тяжелых трасс, когда работа грузоподъемных кранов ограничена, подъем опор осуществляют в основном способом «падающей» стрелы. В качестве тягового механизма при подъеме опоры применяют тракторы, оснащенные специальными