4.5. Инструменты, процесс чеканки
4.5. Инструменты, процесс чеканки
Рельеф на листовом металле формируют с помощью специальных инструментов – чеканов и выколоточных молотков, большинство из которых мастера изготовляют сами. Постепенно у чеканщика накапливается несколько десятков чеканов самых различных форм и размеров.
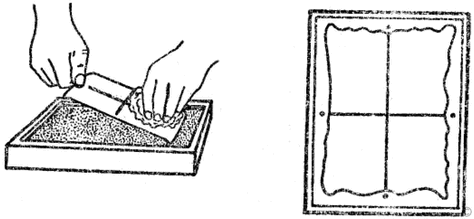
Рис. 4.24. Насмолка металлической пластины.
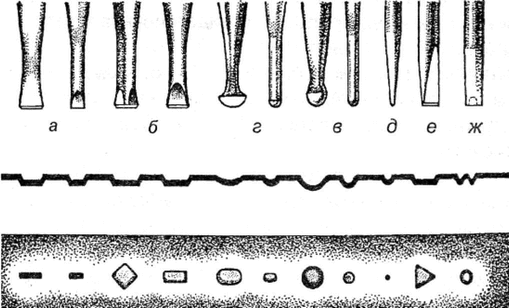
Рис. 4.25. Чеканы: а – расходники; б – лощатники; в – бобошники; г – пурошники; д – канфарник; е – пуансон; ж – трубочка.
Но, несмотря на большое разнообразие, чеканы в зависимости от формы бойка и назначения можно разделить на семь основных видов – это расходники, лощатники, бобошники, пурошники, канфарники, зернильники – трубочки и пунсоны (рис. 4.25).
Расходник напоминает зубильце или отвертку с притупленным концом. На металле он оставляет след в виде узкого желобка. Именно с него и начинается непосредственная работа над рельефом. Расходником углубляют контуры рисунка, нанесенного на металл.
Штихель, как и расходник, служит для нанесения линейного рисунка на металл. Гравируют штихелем прямо от руки без молотка. Штихель можно изготовить из старой матрацной пружины или стальной проволоки диаметром 3–4 мм. Отрезают кусок пружины, проволоки длиной примерно 80 мм, накаляют на огне и осторожно расплющивают легким молотком, этот конец проволоки будет рабочей частью штихеля: ему придают вид двухгранной или трехгранной пирамидки. Для прочности штихель можно закалить, а затем на него насаживают деревянную ручку.
Лощатник имеет почти плоский боек или «бой» в виде квадрата или прямоугольника с закругленными углами, он предназначен для осаживания (опускания) фона.
Бобошник (облый чекан), по названию не трудно догадаться, что его боевая часть напоминает форму боба. Бабошником выколачивают в зависимости от необходимости углубленный или выпуклый рельеф.
Пурошник имеет боек формы шара. Применяют его в тех случаях, когда на рельефе необходимо получить сферические углубления или выпуклости.
Канфарник напоминает тонкий пробойник. Только конец его не острый, а скругленный. Он не пробивает металл, а делает на нем мелкие сферические вмятины в виде точек. Канфарник служит для переведения рисунка с бумаги на металл, а также для нанесения на участки фона многочисленных точечных углублений, придающих фону матовую фактуру.
Трубочка применяется для отделки фона, она представляет собой стержень со сферическим углублением в боевой части. На металле она оставляет след в виде полусферического бугорка. Фон, обработанный трубочкой, имеет зернистую фактуру.
Пуансон – это металлический стержень, на бойке которого выточен рельеф в виде звездочки, ступенчатой пирамидки, треугольника, лепестка и т. п. С помощью пуансона на металл наносят простейшие узорные бордюры, в которых в определенной последовательности сочетаются одинаковые элементы.
Металлический выколоточный молоток имеет с одной стороны широкий, плоский (круглый, квадратный) боек, а с другой стороны – шаровидный. Плоским бойком при работе ударяют по ударной части чекана, а сферическим выколачивают крупные элементы рельефа. Ручку молотка делают из древесины твердых пород, придав ей полукруглую форму с утолщением на конце (см. рис. 4.26 и 4.27).
Кроме металлических чеканов и молотков, применятся также деревянные, которые изготавливают из древесины твердых пород – дуба, бука, граба, березы в виде цилиндрических стержней с боковыми срезами по всей длине. Форма боевых частей деревянных чеканов такая же, как и у металлических (рис 4.28). Применяют деревянные чеканы для выколачивания высокого рельефа, опускания и выравнивания фона, особенно при работе с мягким алюминием и медью. Деревянным молотком или киянкой правят на правильной плите листовой металл, загибают (отбортовывают) края готового рельефа.
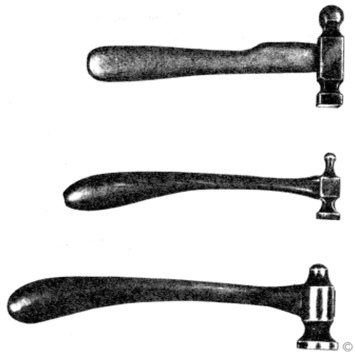
Рис. 4.26. Выколоточиые молотки для чеканки.
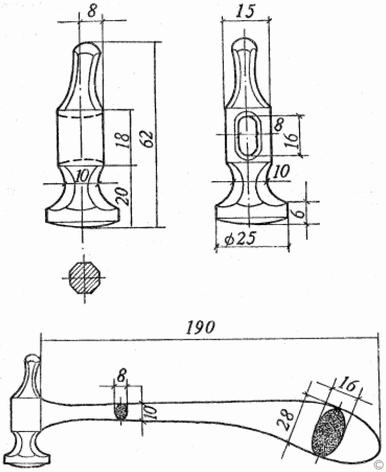
Рис. 4.27. Чеканный молоток (размеры в мм).
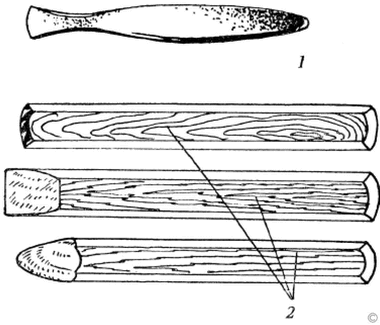
Рис. 4.28. Чеканы: металлический – 1; деревянные – 2.
Для резания тонких листов металла нужны ножницы, разрез ими можно сделать гораздо быстрее и чище, чем зубилом. Ножницы для металла отличаются от обыкновенных своей большой прочностью. Для небольших листов толщиной 0,2–0,4 мм можно использовать медицинские ножницы с прочными губками. Для распиловки металла служит слесарная ножовка. Очень важным инструментом для изготовления и отделки пластин является напильник.
Для закрепления пластины на деревянной подложке (в виде фона для готовой чеканки) потребуется пробойник – небольшой стальной стержень с закаленным концом.
Из измерительного и разметочного инструмента понадобятся стальная линейка, складной метр или рулетка, рейсмус, стальной циркуль, кронциркуль, металлический или деревянный угольник.
Теперь разберем подробнее, что же представляет собой чекан? Это отрезок стального прутка длиной от 120 до 150 мм и диаметром от 2 до 20 мм. Изготавливают чеканы из углеродистой качественной стали с содержанием углерода от 3 % и выше или углеродистой инструментальной стали марок У7, У8, У10, У13. Чеканы можно изготовить из старых напильников, слесарных зубил, кернеров, пробойников и других, подходящих по форме и размерам инструментов. Прежде чем приступить к изготовлению чеканов, сталь надо отжечь, раскалив ее докрасна, а затем постепенно охладить.
Нарежьте пруток на отрезки необходимого размера с помощью ножовки по металлу. Если диаметр прутка небольшой, напильником снимите фаску, сформируйте рабочую часть. Если же диаметр выбранного вами прутка больше 10 мм, гораздо проще выточить рабочую часть чекана на токарном станке.
В средней части чекана делают небольшое утолщение с плавным переходом к боевой и ударной частям. Утолщение исключает вибрацию инструмента при ударе по нему молотком. Чтобы чекан было удобно держать в руке, в его средней части с двух сторон параллельно оси делают напильником плоские срезы, которые также не дадут чекану скатываться с рабочего стола.
После этого вооружаются надфилем и выпиливают на торце рабочей части тот узор, который чекан будет воспроизводить на изделии. Очень важно, чтобы рабочая часть была совершенно гладкой, без выступающих острых частей. Острые части будут оставлять на изделии следы, засоряющие общий вид рисунка, а очень тонкий металл могут даже повредить. Поэтому после выполнения основных работ по формированию рабочей части чекана надо тщательно отшлифовать ее мелкой шкуркой, а затем отполировать войлочной тряпочкой с нанесением на нее пастой ГОИ.
Теперь можно переходить к закалке. Это процесс укрепления металла, в ходе которого он приобретает твердость. Разогрейте инструменты в муфельной печи, следуя инструкциям по технике безопасности и технологии. Инструменты извлекайте из печи кузнечными щипцами с длинными ручками (не забудьте перед этим надеть защитные рукавицы). Если чеканы сделаны из углеродистой качественной стали, их накаляют до светло-красного цвета (850 °C) и быстро охлаждают, погрузив в машинное масло. Чеканы из инструментальной стали достаточно нагреть до вишнево-красного цвета (770 °C) и также быстро охладить в масле.
После закалки инструмент становится слишком хрупким. Этот недостаток устраняют отпуском металла на газовой горелке. Необходимо внимательно следить за цветами побежалости. Как только металл приобретет желто-соломенный цвет, отжиг прекратите. После постепенного охлаждения инструментов их боевые части отполируйте с пастой ГОИ.
Облегчают труд мастера накатки и чекан-трещотка. Накаткой, закрепленной в специальной ручке, проводят, с легким нажимом, по поверхности листа и получают полосу или ряд элементов, изображенных на самой накатке (см. рис. 4.29).
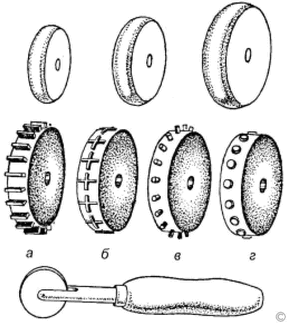
Рис. 4.29. Накатки: а – расходиик; 6 – пуансон; в-трубочка; г – пурошник.
Специальный двухколенчатый чекан-трещотка используется для выколачивания выпуклостей на поверхности объемных изделий после выколотки (дифовки), см. рис. 4.30, а, б.
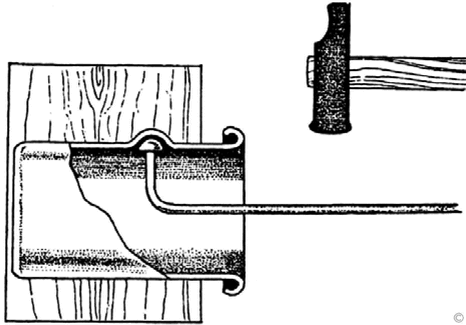
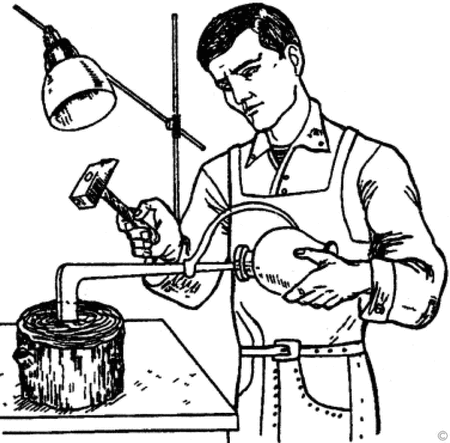
Рис. 430. Работа трещеткой: а – без указателя; б – с указателем подъема рельефа.
Процесс чеканки.
По виду чеканка, как и резьба по дереву, может быть плоскорельефной, когда чеканное изображение находится в одной плоскости с фоном металлической пластины, рельефной, когда изображение выступает над фоном пластины, и объемной, когда чеканное изображение не связано с фоном и существует само по себе, т. е. представляет собой объемное скульптурное изображение.
По приемам выполнения чеканку можно поделить на контурную, плоскорельефную, заоваленную с подобранным фоном, рельефную с прорезью, или ажурную, и чеканку накладную (см. описание «Виды чеканных работ»). Выколачиванием плоской пластины металлу придают разнообразную выпуклую форму. Удобнее всего выколачивать рельеф на оправке – матрице или на мягких подложках (подушках) – смоляных, резиновых, на мешках с песком. Иногда подложкой служит свинцовая плита (главу «Басма» см. ниже).
Матрицей может служить толстая доска средней твердости, в которой полукруглой стамеской выбирают углубления, необходимой формы (обратное изображение). На тщательно зачищенную доску – матрицу помещают металлическую пластину, закрепляют ее на доске, а затем круглым молотком или киянкой выколачивают самое большое углубление, постепенно переходя к меньшей глубине. Выколачивание на матрице производят до тех пор, пока не получится правильно оправленная поверхность углублений без морщин.
При выколачивании на мягких подложках благодаря пластичности материала чеканку можно осуществить сравнительно быстро и чисто. В частности, смоляная подушка, растекаясь под ранее выколоченные формы, при дальнейшей работе хорошо предохраняет от деформации. Кроме того, такая подложка значительно смягчает звук от удара молотка о металл.
Технология и технические приемы изготовления чеканного изображения во многом зависят от тех задач, которые ставит перед собой исполнитель, но во всех случаях необходимо поддерживаться определенного технологического режима, строгой последовательности намеченных операций. Мы предлагаем на начальной стадии обучения один из технологических процессов чеканки плоскорельефного и невысокого рельефа изображений на мягких подложках, наиболее часто встречающиеся в практической работе чеканщиков.
Подготовка рисунка и лепной модели. Особенностью плоскорельефной и рельефной чеканки является выразительность формы. Подборка (опускание) фона на большую глубину способствует лучшему выявлению формы орнамента, обогащает игру светотени, повышает декоративные качества материала. Чеканка рельефа требует от исполнителя не только твердой руки и верного глаза, но и большого художественного понимания выражаемой формы, высокой техники владения инструментом.
Лучшему исполнению чеканки поможет тщательная подготовка к выполнении композиции рисунка и модели орнамента. Работу над композицией начинают с натурных зарисовок, составления эскизов, с поиска наиболее выразительных и оригинальных решений. Зарисовку ведут карандашом, фломастером или углем. Размеры эскизов могут быть небольшие, но обязательно связаны с масштабом, с размерами будущей чеканной пластины. Наиболее удачное решение, отвечающее замыслам композиции, увеличивают до размеров пластины, уточняют детали и доводят рисунок до полной законченности.
Но как бы хорошо не был решен рисунок, он не сможет заменить модели, изготовленной из глины или пластилина. Лепка рельефа для будущей чеканной работы поможет лучше прочувствовать форму, понять художественный смысл создаваемой вещи на металле. Для изготовления модели потребуется скульптурная глина или одноцветный пластилин, деревянные лопаточки (стеки и доска или многослойная фанера, на которой будет выполнена модель. Глину лучше применить для лепки крупных, а пластилин – для лепки мелких моделей.
Глина должна быть сырой, хорошо промятой, очищенной от различных примесей и не должна липнуть к рукам.
Из подготовленной глины можно приготовить пластилин. Дав глине несколько подсохнуть, в глиняное тесто начинают лить глицерин и тщательно перемешивают его с глиной до однородной массы. Глицерин льют до тех пор, пока глиняная масса почти перестанет прилипать к рукам.
Для придания лепной скульптуре необходимой формы, кроме собственных пальцев, пользуются деревянными лопаточками (стеками). Обычный размер стека 25–30 см.
Приступая к выполнению модели, поудобнее располагают рисунок-оригинал, глину или пластилин, стеки. Берут в левую руку кусок материала, правой небольшими кусочками начинают постепенно наращивать высоту рельефа. Сначала ищут объем общих форм и характер модели, стараясь вести лепку широко, касаясь всех частей модели. Найдя соотношение всех частей композиции, переходят к лепке деталей, стремясь подчеркнуть декоративные особенности модели. Закончив лепную модель, готовят пластину к чеканке.
Подготовка пластины к чеканке. Начинают с разметки и раскроя пластины (медной, латунной, алюминиевой и т. д.). Эта работа требует особой внимательности и аккуратности. Пластину обрезают с некоторым запасом по сравнению с величиной рисунка, а затем выкраивают плоскую открытую коробку. При раскрое учитывают площадь дна и высоту стенок. Рейсмусом прочерчивают линию сгибов. Перевернув лист пластины на доску, носком молотка отсекают углы по биссектрисе примерно до границы будущих стенок. Снова перевернув пластину, на ребре куска железа загибают киянкой бока. Образованные стенки коробки будут прочно держать пластину на смоле. Далее на поверхности пластины карандашом намечают осевые линии, которые в дальнейшем будут служить ориентиром при переводе рисунка на металл. На этом подготовка пластины заканчивается.
Разметка и гравировка рисунка. Рисунок на металл переводится только после того, как смола полностью остынет, его можно перевести двумя способами. Первый способ заключается в том, что на поверхность металла наносится кистью или тампоном тонкий слой белой или желтой гуаши. После высыхания краски на пластину кладут копирку и лист бумаги с рисунком композиции, прикрепив их к металлу небольшими комочками пластилина. Переведенный рисунок на металле закрепляют прозрачным быстросохнущим лаком.
Можно использовать и такой прием по копировальным линиям, оставшимся на металле после перевода: рисунок гравируют заостренным стальным штихелем, можно процарапать шилом, а затем краску смывают.
Делают и иначе: металл не тонируют, а рисунок с сильным нажимом переводят через копирку на блестящую очищенную поверхность тупым концом заточенной палочки или твердым карандашом. По полученным темным линиям процарапывают заостренным штихелем.
Затем штихелем гравируют нанесенный на пластину рисунок. Инструмент продвигают равномерно; указательный палец позволяет управлять движением и не даст сдвинуться в сторону с намеченной линии. Нужно стараться намечать линии с одного прохода, не останавливая штихеля, добиваясь одной глубины во всех частях рисунка.
Другим способом – рисунок с бумаги на металл переводят с помощью канфарника. Установив боек канфарника на контур рисунка, ударяют молотком по ударной части. На поверхности металла остается углубленная точка. Точки наносят на небольшом расстоянии друг от друга по всем контурам. При этом чекан держат с небольшим наклоном от себя, чуть приподняв переднюю часть боя. Для удобства разметки рисунка следует поворачивать весь ящик на необходимый угол. После снятия бумаги на металле остается пунктирный рисунок.
При переводе особо точных рисунков бумагу с рисунком наклеивают на металл мыльной пеной, дают высохнуть и канфарником проходят по всем очертаниям.
Перед тем как приступить к чеканке рельефа, нужно чеканы поставить в банку боевыми частями вверх – по ним легко и быстро можно будет отыскать необходимый чекан. Банка с чеканами должна находиться слева, а выколоточные молотки – справа. Таким образом, инструменты будут находиться всегда под рукой.
Подбор (опускание фона). Закончив разметку и гравировку рисунка композиции на пластине, приступают к чеканке рельефа. С чего же начинать работу над рельефом? Прежде всего, отыщите в банке самый широкий чекан-расходник, у которого сплюснутый, как у зубильца или отвертки, боек. Поставьте боек расходника на контур рисунка и несколько раз ударьте по чекану молотком с такой силой, чтобы на пластине осталась достаточно глубокая вмятина. Глубина ее на всех контурах должна быть одинаковой. Поэтому, передвигая расходник по контуру рисунка, старайтесь силу и число ударов сохранять постоянными. Контуры рисунка углубляйте, не отрывая бойка от поверхности металла – он должен как бы скользить по ней. При углублении кривых линий один конец бойка приподнимают больше или меньше в зависимости от их крутизны. Когда возможности расходника с широким бойком будут исчерпаны, более мелкие элементы рисунка углубите расходниками с узкими бойками.
Теперь берут чекан-лощатник. Установив его боек на один из участков фона, опустите фон до уровня углубленного контура. Передвигая лощатник, постепенно опустите все участки фона. Там, где лощатник с широким бойком не проходит, применяйте более мелкие чеканы. На этой стадии чеканку с лицевой стороны на время прекращают по двум причинам. Во-первых, в процессе обработки в металле образуется наклеп, от которого он теряет пластичность и становится жестким, а во-вторых, поднять выпуклые участки рельефа можно только с обратной стороны (рис. 4.31).
На рисунке 4.32 показаны некоторые схемы фактур: 1 – фактура набивается с помощью пурошника (трубочка) небольшого размера; 2 – фактура изготавливается хаотической набивкой небольшим (150?200 мм) личным напильником; 3, 4, 5, 6-фактура сделана с помощью трехгранного надфиля, острого расходника и канфарника (см. далее 7); 8 – делается надфилями с последующей шлифовкой, применяется для проведения «дорожек»; 9 – фактура набивается пурошником большого диаметра, после набивки мелкой шкуркой смягчаются образовавшиеся ребра, которые создают рисунок, напоминающий соты пчел. Такой чекан служит для проведения различных «дорожек» при чеканке орнамента.
Все перечисленные виды чеканов применяются в последовательном изготовлении чеканки, они могут быть в боевой части гладкими или матовыми, рисунчатыми, с насечкой или набивкой.
Чеканы с насечкой (рис. 4.33) делают до закалки и следующим способом: после обработки боевой части ее отжигают, чтобы придать большую вязкость, ковкость этому участку чекана. При отжиге нагревают чекан до температуры закалки, а затем охлаждают на воздухе. (Процесс закалки см. главу «Гравирование», в дальнейшем чеканы с насечкой пригодятся в гравировании изделий).
Нанесение насечки следующая операция. Зажимают чекан в тисках боевой частью кверху и канфарником набивают ячейки, после этого закаляют. Чекан надолго сохраняет насечку. Таким образом чекан готов для нанесения фактуры на отдельных частях декоративной композиции.
Круглые и прямые обжимки (рис. 4.34) могут быть левыми и правыми и служат в основном для прочеканки «веревочки», т. е. витого шнура.
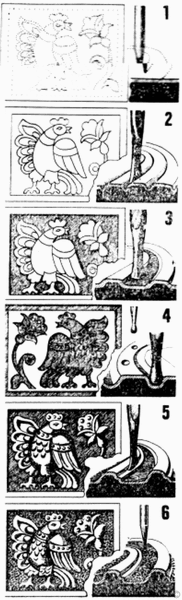
Рис. 4.31. Последовательность выполнения чеканки: 1 – перевод рисунка на металл канфарником; 2 – углубление контуров расходником; 3 – опускание фона лощатником; 4 – выколотка рельефа с обратной стороны бобошниками и пурошниками; 5 – проработка деталей различными чеканами с лицевой стороны; 6 – канфарение или зернение фона. Рисунок Г. Я. Федотова.
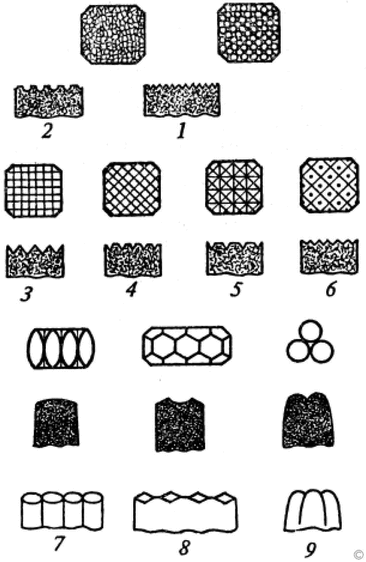
Рис. 4.32. Отпечатки рабочих поверхностей фактурных чеканов и рисунок фактур.
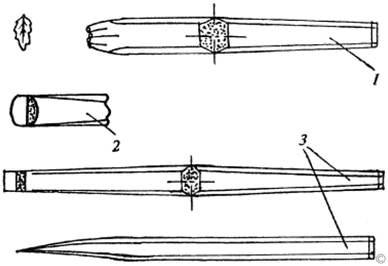
Рис. 4.33. Чеканы с насечкой: 1 – дубовый лист; 2 – полукруглая сечка; 3 – прямая сечка.
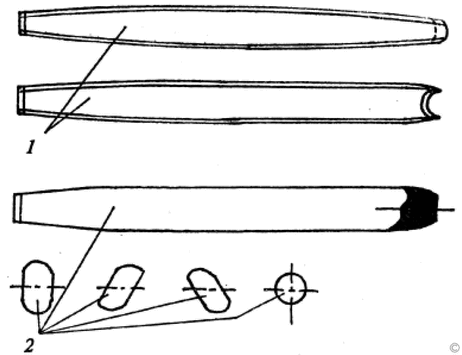
Рис. 4.34. Обжимки: 1 – косые; 2 – круглые.
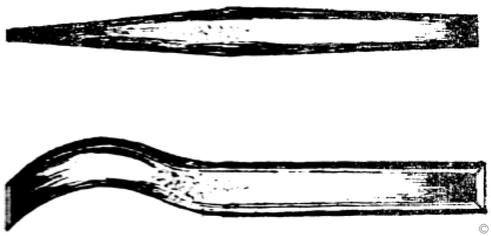
Рис. 4.35. Чекан «Сапожок».
Чекан «сапожок» (рис. 4.35) относится к чеканам специального назначения. Он служит для образования поднутрений на рельефе, для прочеканки труднодоступных мест, т. е. узких и глубоких мест рельефа. Сапожок – не совсем обычный чекан благодаря своей причудливой форме.
Его конструктивные особенности заключаются в усилении всей изогнутой части, где толщина самая большая, тогда как другие чеканы усилены в средней части. Усиление этой части вызвано большим напряжением металла во время работы «сапожком». Следует обратить внимание на его рабочую часть, которая представляет лощатник прямоугольной формы.
Фигурные чеканы (пуансоны). К специальным чеканам относятся фигурные или пуансоны. На их рабочей поверхности граверной техникой выполнены фрагменты орнамента – завитки, листы, буквы, цифры, розетки и др. Древнерусские чеканщики применяли также пуансоны с изображением рук, глаз и т. п. Вообще пуансоны изготовляют в тех случаях, когда необходимо чеканить большое количество одинаковых деталей изображения. Изготовление пуансонов для работы по листовому металлу подобно изготовлению чеканов.
Деревянные чеканы также часто применяются при выколотке общего рельефа. При работе деревянными чеканами металл или вытягивается или садится, т. е. уплотняется и делается толще, но меньше подвергается наклепу и нагартовке, чем при работе металлическими чеканами. Делаются эти чеканы из более твердых пород дерева с утолщением в средней части остова. Для изготовления чеканов больше всего подходят следующие породы деревьев: ясень, рябина, граб, клен, но можно применить бук, березу, дуб и др. Чеканы могут быть прямыми плоскими, круглыми, а также острыми в своей рабочей части. По деревянному чекану можно наносить удары как металлическим, так и деревянным молотком.
При работе деревянным молотком чеканы меньше разбиваются, но работать удобнее металлическим, так как его размеры меньше, чем у деревянного. Поскольку деревянные чеканы менее долговечны, их обычно заготавливают в большом количестве, чем это нужно для данной операции. Деревянные чеканы изображены на рисунке 4.28 (металлический чекан показан для сравнения).
Прочие инструменты.
На различных этапах работы с заготовкой и чеканкой вам понадобятся для работы с мягкими металлами деревянные молотки, изготовленные из прочных сортов древесины, например дуба или березы. С их помощью проводят более мягкие линии, так как сила удара таким молотком гораздо меньше.
Необходимы и некоторые слесарные инструменты. Среди них надо упомянуть те, которыми изображение переносится с бумаги на металл: кернер, циркуль по металлу, линейка и т. д. Понадобятся и ножницы по металлу, напильники, рашпили и пр. Для отделения чеканки от отливки при отжиге используются кузнечные клещи, если их не отказалось под рукой, можно использовать плоскогубцы.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
4.1.2 Процесс адаптации
4.1.2 Процесс адаптации Основные работы, которые должны быть выполнены при адаптации настоящего стандарта к условиям конкретного программного проекта, определены в приложении А. Краткое руководство по адаптации требований настоящего стандарта приведено в приложении В;
5.2 Процесс поставки
5.2 Процесс поставки Процесс поставки состоит из работ и задач, выполняемых поставщиком. Процесс может быть начат с решения о подготовке предложения в ответ на заявку на подряд, присланную заказчиком, или с подписания договора и вступления с заказчиком в договорные
5.3 Процесс разработки
5.3 Процесс разработки Процесс разработки состоит из работ и задач, выполняемых разработчиком. Процесс включает работы по анализу требований, проектированию, программированию, сборке, тестированию, вводу в действие и приемке программных продуктов. В данный процесс могут
5.4 Процесс эксплуатации
5.4 Процесс эксплуатации Процесс эксплуатации состоит из работ и задач оператора. Процесс охватывает эксплуатацию программного продукта и поддержку пользователей в процессе эксплуатации. Так как эксплуатация программного продукта входит в эксплуатацию системы, работы
6.4 Процесс верификации
6.4 Процесс верификации Процесс верификации является процессом определения того, что программные продукты функционируют в полном соответствии с требованиями или условиями, реализованными в предшествующих работах. Для оценки эффективности затрат и выполняемых работ
6.7 Процесс аудита
6.7 Процесс аудита Процесс аудита является процессом определения соответствия требованиям, планам и условиям договора. Данный процесс может выполняться двумя любыми сторонами, участвующими в договоре, когда одна сторона (ревизующая) проверяет другую сторону
7.1 Процесс управления
7.1 Процесс управления Процесс управления состоит из общих работ и задач, которые могут быть использованы любой стороной, управляющей соответствующим процессом(ами). Администратор отвечает за управление продуктом, проектом, работами и задачами соответствующего
7.3 Процесс усовершенствования
7.3 Процесс усовершенствования Процесс усовершенствования является процессом установления, оценки, измерения, контроля и улучшения любого процесса жизненного цикла программных средств.Список работ. Данный процесс состоит из следующих работ:1. создание процесса;2. оценка
7.4 Процесс обучения
7.4 Процесс обучения Процесс обучения является процессом обеспечения первоначального и продолженного обучения персонала. Заказ, поставка, разработка, эксплуатация и сопровождение программных продуктов в значительной степени зависят от квалификации персонала.
8.1 Процесс документирования
8.1 Процесс документирования 8.1.1 Общие положения Процесс документирования должен быть выполнен в два этапа в последовательности, представленной на рисунке 1 в затененных прямоугольниках. Поэтапные работы не выполняются одновременно. На отдельных этапах работы могут
4.4. Материалы для чеканки
4.4. Материалы для чеканки Решающим элементом во внешнем виде вашего будущего изделия станет, конечно же, материал. От правильного его выбора зависит не только цвет изделия, но и то, на сколько плавными получатся контуры, насколько рельефной будет поверхность, удастся ли
4.10. Бухарские чеканки
4.10. Бухарские чеканки Старинную узбекскую металлическую посуду, украшенную изящным чеканным орнаментом, теперь можно встретить в основном в музеях. Но когда-то она была необходимой утварью каждого узбекского дома. Всякая металлическая посуда имела строго определенное
4.11. Станок для чеканки
4.11. Станок для чеканки Как вы уже заметили, чеканка – искусство кропотливое. Чеканным молоточком нужно так ударить по чекану, чтобы он выдавил на листе металла линию нужной глубины. Удар должен быть точным, чтобы не нарушить рисунка, и не сильным, чтобы не пробить пластину.
4.17. Применение художественной чеканки
4.17. Применение художественной чеканки В настоящее время художественная чеканка применяется в областях серийной или массовой продукции, выполненной литьем. Иногда это может быть небольшая проработка – подчеканка рельефа, подчеркивание отдельных элементов расходкой,
Ермаков Михаил Прокопьевич
Просмотр ограничен
Смотрите доступные для ознакомления главы 👉