4.13.5 Отделка железных сплавов
4.13.5 Отделка железных сплавов
Черный декапир, кровельная сталь. После тщательной очистки чеканку покрывают натуральной олифой (или каким-либо растительным маслом, например «Олейна») и нагревают до 300–400 °C. Равномерный нагрев можно получить в муфельной печи, что позволяет добиться и наиболее равномерной тонировки. На поверхности изделия образуется прочная красивая пленка черно-коричневого цвета (иногда синеватая) различных оттенков.
Светло– и темно-серые тона получают при обработке слабыми растворами азотной кислоты. Раствор готовят не крепче 1:10 (одна часть азотной кислоты на 10 частей воды). Более концентрированные растворы использовать не следует, так как они травят само изделие; вначале поверхность приобретает матово-зернистое строение, а при продолжительной обработке разъедается и разрушается.
Различные оттенки с радужными переходами от охристо-золотистого, красновато-коричневого можно получить за счет образования «цветов побежалости». Для этого хорошо очищенное изделие постепенно и равномерно нагревают. Начиная с 220 °C на нем образуется тонкая цветная пленка окислов металла. С повышением температуры окисная пленка утолщается, и цвет изделия изменяется.
Для отделки больших изделий в синий и синевато-черный тона применяют раствор следующего состава: каустической соды (едкий натр) 700 граммов, нитрита натрия (натриевая селитра) 200 граммов на 1 литр воды. Подготовленное изделие погружают в кипящий раствор (135–145 °C). В течение всего процесса раствор должен кипеть.
Следующий способ. Рельеф станет более выразительным и зримым, если окрасить чеканку в глубокий темно-синий цвет в водном растворе гипосульфита и уксуснокислого свинца. На один литр воды нужно взять 150 г гипосульфита и 40–50 г уксуснокислого свинца. Погруженная в раствор сталь окрашивается довольно медленно. Но если раствор нагреть до кипения, окрашивание ускорится. После промывки под струей проточной воды и просушки протрите металл маслом.
Кстати в этом же растворе можно получить серебристо-голубой цвет на поверхности латуни.
Воронение – это один из самых надежных способов защиты стали и ее сплавов от ржавчины. Подвергая металл воронению из чисто практической необходимости, мастера постепенно открывали для себя красоту чеканки по железу с отделкой воронением (рис. 4.47).
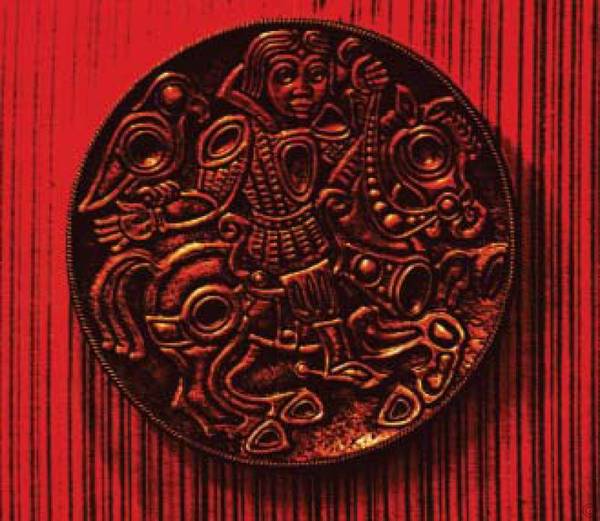
Рис. 4.47. Декоративное блюдо «Ванечка». Чеканка по железу с отделкой воронением. Автор И. Малаховский.
В художественном оружии воронение стало одним из средств решения декоративных задач. Так, вороненый фон на старинных кубачинских изделиях подчеркивал и делал более выразительными элементы орнаментальной насечки золотом и серебром.
Из множества известных рецептов воронения стали предлагаем вам наиболее простые, но дающие красивые и прочные покрытия. В литре воды последовательно разведите 15 г хлористого железа, 30 г железного купороса и 10 г азотнокислой меди. Когда вы опустите в раствор изделие, на металле появится бурый налет. Снимите его щеткой и снова опустите изделие в раствор. Через некоторое время на металле снова появится бурый налет, который тоже надо удалить. Если процесс идет правильно, то коричневый цвет на поверхности стали станет гуще. Чтобы получить насыщенный черно-коричневый цвет, почти черный цвет, этот процесс нужно повторить несколько раз. После промывки и просушки сталь протрите маслом.
Чаще всего под воронением понимают получение на стали черного цвета с легким синеватым отливом, как вороново крыло. Чтобы получить такой цвет, разведите в литре воды 100 г двухромовокислого калия, в быту больше известного как хромпик. Опустив изделие в раствор, подержите его там 20 минут. Вынув из раствора, высушите при высокой температуре, например, над электроплиткой или над раскаленными углями. Металл приобретает серо-бурый цвет. Эту же операцию проделайте несколько раз, пока не будет достигнут глубокий черный цвет с синеватым отливом. Металл необходимо протереть маслом.
Воронение в натриевой селитре. Полированные стальные изделия воронят погружением в расплавленную натриевую селитру при температуре 310–350°. В течение 3–5 минут на поверхности детали образуется тонкая, но очень прочная пленка красивого синеватого цвета.
Кроме химического, есть другой простой способ декорирования стали – термический. (Кстати, этим же способом можно получить различные цвета на меди и латуни). Если нагревать металл в муфельной печи или газовой горелкой, на нем быстро начнут последовательно сменяться цвета побежалости – от соломенно-желтого до сине-черного. Металл прекращают нагревать в тот момент, когда на нем будет получен нужный цвет.
Предположим, что с помощью газовой горелки нужно добиться появления определенных цветов побежалости на чеканной работе. Чеканку кладут на кирпичи и направляют на нее пламя газовой горелки. Перемещая его по своему усмотрению, добиваются различной окраски отдельных участков, плавных переходов одного цвета в другой.
Добиваясь определенной цветовой гаммы, металл протирают восковой мастикой, которую готовят следующим образом. Расплавленный на водной бане воск или парафин смешивают со скипидаром или парафином (на 2 части воска 1 часть скипидара). Остывшую мастику наносят на металл тряпичным тампоном и после высыхания натирают войлоком до появления мягкого блеска.
Каждый цвет побежалости возникает на поверхности металла только при определенной температуре. Светло-желтый (соломенный) цвет появляется на поверхности металла при температуре 220 °C, желтый – 230 °C, темно-желтый – 240 °C, коричневый – 255 °C, коричнево-красный – 265 °C, фиолетовый – 285 °C, темно-синий – 300 °C, светло-синий – 325 °C, серый – 330 °C. По цвету побежалости можно приближенно определить температуру нагрева металлического изделия. Обычно этот прием применяется при отпуске закаленной стали (см. выше).
Оксидирование чеканки из железа или стали.
(Рецепты взяты из статьи Г. Шульпина. Коррозия, или попросту ржавчина // «Наука и жизнь», № 9, 1980).
Для этого в стакане воды растворите примерно 150 граммов едкого натра (осторожно – это весьма агрессивное вещество), 10 граммов азотнокислого натрия и 40 граммов азотнокислого натрия. Раствор нагрейте до кипения в металлической кастрюле (будьте очень осторожны!) и примерно на полчаса опустите в него очищенный железный предмет. После промывки водой железо приобретет сине-черный цвет.
Чтобы получить красно-коричневый цвет, растворите в стакане воды около 5 граммов хлорного железа и нанесите этот раствор дважды с промежутком в несколько часов на железный предмет. Образующийся налет протрите железной щеткой и еще раз нанесите раствор.
Черно-коричневый цвет можно получить так. Нагрейте железный предмет в кипящей воде и опустите ненадолго в раствор бихромата калия в воде (20 грамм соли на стакан воды), высушите предмет на воздухе и подержите 1–2 минуты над газовой горелкой. Повторяя эту процедуру несколько раз, вы получите коричнево-черную или чисто черную окраску.
Можно наносить на легко окисляющиеся металлы не окисные пленки, а слои других, труднее корродирующих металлов. Широко распространены покрытия из никеля, хрома, олова; с точки зрения химика, ту же роль выполняют серебряное и золотое покрытия. Покрывать металлы можно и неметаллическими составами – красками, лаками, смолами, цементами. Часто поверхность железа фосфатируют, то есть покрывают слоем не растворимого в воде фосфата железа.
Есть и такой остроумный способ защиты от коррозии. Вспомните: электрохимическая коррозия железа сопровождается переносом электронов от железа, в результате чего железо растворяется, в раствор переходят ионы Fe2+. Если подключить к этой системе еще один металл, более активный, чем железо, например, цинк, то электроны будут поставлять именно цинк, и именно он будет растворяться, сохраняя железо. Вот почему оцинкованное железо трудно поддается коррозии.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Декоративная отделка пола
Декоративная отделка пола Если вы предпочитаете ходить по дому, не производя лишнего шума, и вам хочется иметь прочный, теплоизолированный, гигиеничный и красивый пол, который легко содержать в чистоте, это значит, что рано или поздно вы обратите свой взгляд на линолеум
5.10. Опыты со сверхпроводниками. Взрывы выбивают стекла и магнитное поле из железных пластин
5.10. Опыты со сверхпроводниками. Взрывы выбивают стекла и магнитное поле из железных пластин В ходе февральской и апрельской сессий проводились не только нудные опыты по оптимизации ЦУВИ. Попросил о помощи Слепцов из НИИВТ: он хотел определить критические токи в
Отделка (выглаживание)
Отделка (выглаживание) К этой кузнечной операции приступают после того, как основная форма изделия откована и необходимо придать поковке законченный вид, отделать кованные поверхности с помощью гладилок различной формы и обжимок для цилиндрических поверхностей.После
Декоративная отделка
Декоративная отделка Для придания изделию законченного вида после выполнения всех чеканных работ можно приступить к отделке его металлической поверхности. Делается это не только для красоты, но и для того, чтобы изделия стали более стойкими к коррозии и
Глава 5. Отделка древесины
Глава 5. Отделка древесины При желании мастер может облагородить внешний вид своего изделия и защитить структуру древесины от вредного воздействия атмосферных осадков. Не всегда имеется возможность приобрести шпон или древесину ценных пород. Идеальным решением этой
3.5. Четырехкратное увеличение пропускной способности железных дорог
3.5. Четырехкратное увеличение пропускной способности железных дорог Сценарии ужасов изобилуют сюжетами о столпотворении на европейских автомагистралях. Как ожидается, единый рынок, в котором в 1995 г. было уже 15 стран-участниц, приведет к 2010 г. к удвоению транспортных
Отступление второе: люди в «железных масках»
Отступление второе: люди в «железных масках» Помните историю (а может быть, легенду) о том, как король Франции Людовик XIV заточил в темницу своего брата-близнеца, чтобы тот не смог претендовать на престол? Правда, и этого «королю-солнце» показалось мало. Опасаясь, что
4.13.6. Отделка алюминия
4.13.6. Отделка алюминия Этот металл обладает множеством достоинств, благодаря которым его охотно применяют мастера декоративного искусства. Он легок, мягок, пластичен, имеет красивый серебристый цвет. Но алюминий с трудом поддается химической обработке. Существующие ныне
4.13.7. Отделка цинка
4.13.7. Отделка цинка Этот металл чаще всего используется художниками для литья миниатюрной скульптуры, рельефов, но применяют и в чеканке. Окраска зрительно усиливает рельефность отливок, придает цинку вид старого серебра.Серый и темно-серый цвета на поверхности цинка
4.13.8. Отделка олова и свинцовых сплавов
4.13.8. Отделка олова и свинцовых сплавов Мелкие отливки из олова и свинца, а также его сплавов (гарта и баббитов) после чеканки и гравировки, окрашивают в серый и темно-серый цвета уксусной или лимонной кислотой (см. главу «Басма» – баббиты). С помощью щетинистой кисти или
5.3. Декоративная отделка
5.3. Декоративная отделка Готовый басменный рельеф декорируют так же, как и чеканный, покрывая его тонким слоем темной патины. Темный цвет патины приглушает чрезмерный блеск, мешающий восприятию рельефного узора, создает впечатление старого благородного металла.