4.14. Эмалирование, тауширование (инкрустация)
4.14. Эмалирование, тауширование (инкрустация)
Эмалирование. Этому способу окрашивания подвергаются чаще всего небольшие художественные изделия или их отдельные участки. Например, чеканное изделие (рис. 4.48) художника А. С. Хворостова «Былины». Эмаль представляет собой стеклянный сплав, содержащий различные цветовые добавки. Ее температура плавления ниже, чем у обрабатываемого металла, что позволяет легко производить обжиг.
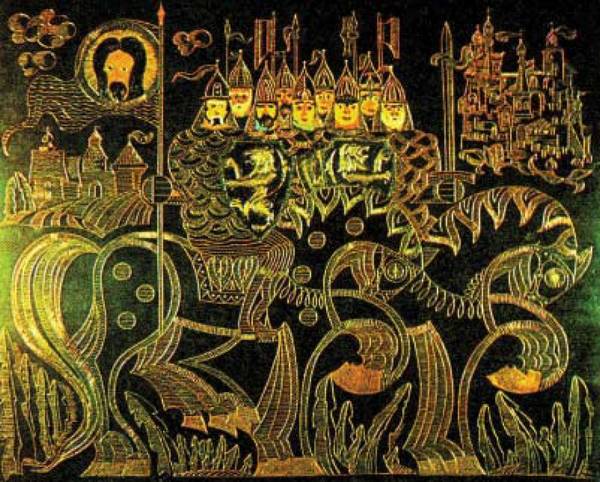
Рис. 4.48. «Былины». Чеканка. Инкрустация. Эмаль. Автор А. С. Хворостов.
Эмаль наносят на поверхность холодной в виде размоченной в воде кашицы, разравнивают легкими ударами по чеканке, затем просушивают до полного испарения воды. Далее следует обжиг при температуре 600–800 °C. Изделие помещают на специальную подставку, которая не должна деформироваться под действием жара. После достижения температуры плавления эмаль растекается ровным слоем и становится похожа на стекло. Чеканку осторожно вынимают и дают ей остыть на открытом воздухе. Для того чтобы получить художественную композицию с применением эмали различных цветов, сначала наносят те, температура плавления которых ниже. Перегородки делают из металлической проволоки, которую в зависимости от замысла можно убрать или оставить.
Существует множество различных способов нанесения эмали и создания с ее помощью художественных произведений. В окрашивании чеканных изделий этот материал используется для создания контрастных композиций, усиливающих выразительность металла.
Тауширование (инкрустация). Представляет собой процесс вколачивания в металл плоских проволок. Чаще всего таким образом подчеркивают границы рисунка. Предварительно по контуру делается углубление либо с помощью острого резца, которым удаляется тонкая полоска материала, либо травлением, т. е. выжиганием бороздок концентрированной кислотой. Расходники для этого не подходят, потому что оставляют коническое углубление, из которого проволока выпадает. Последний способ более традиционный, дает хорошее качество тауширования, но после него необходима дополнительная обработка металла у границ или ретуширование.
Проволоку, подготовленную с помощью вальцов, вкладывают в прорезные канавки и расклепывают специальным молотком. При этом необходимо следить за шириной, она должна быть постоянной. Мелкие дефекты устраняют шлифованием и полированием.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.