6.3. Организация и оснащение рабочего места гравера
6.3. Организация и оснащение рабочего места гравера
Граверные работы далеко не всегда могут быть механизированы, хотя при желании можно приобрести современное оборудование (см. ниже), поэтому снижение трудоемкости и повышение качества гравирования во многом зависит от совершенства применяемого инструмента и мастерства художника-дизайнера в декоративно-прикладном искусстве.
Граверные работы делятся на следующие основные группы: 1) гравирование надписей, орнаментов и украшений; 2) изготовление ударных клейм, штемпелей и клише; 3) изготовление различных накатных матриц и рельефных изображений на пуансонах штампов.
К квалификации гравера, особенно гравера-ювелира предъявляют высокие требования: выполняемая ими работа сложна, и поэтому гравер и ювелир должны обладать художественным талантом и высокой культурой труда.
Производительность труда гравера в значительной степени зависит от правильной организации рабочего места, его оснащенности всем необходимым инструментом и различными вспомогательными приспособлениями, облегчающими его труд. Рабочее место гравера или ювелира должны быть оборудованы в соответствии с выполняемой работой.
Отсутствие необходимой оснастки, инструмента и приспособлений, беспорядок в хранении инструмента и чертежей снижают производительность труда и качество работы.
Резцовая гравировка выполняется вручную металлографическими резцами, так называемыми штихелями. В силу тонкости гравировальных работ, к штихелям предъявляются высокие требования в плане твердости, сопротивляемости истиранию, гладкости рабочей поверхности. Но это вовсе не значит, что их невозможно сделать самостоятельно. Итак, что же представляют собой штихели?
Названия гравировальных и закрепочных штихелей в ювелирном деле сохранились старые, данные этим инструментам еще в Германии средних веков (см. рис. 6.19 и 6.20).
Набор штихелей профессионального мастера разнообразен. Разнятся они по форме и размерам рабочей поверхности. Состоит штихель из двух деталей – клинка и рукоятки. Рукоятка выполняется из прочной лиственной породы древесины – березы или бука. Для прочности соединения рукоятки с клинком на нее надевается металлическое кольцо. Для удобства при работе рукоятке штихеля придают грибовидную форму. Нижнюю часть рукоятки (немного ниже уровня нижней грани клинка) срезают. Исполненная таким образом рукоятка удобно располагается в ладони. У них очень мудреные названия, но пусть они вас не пугают, каждому из них мы даем пояснение. По форме рабочей поверхности штихели различают.
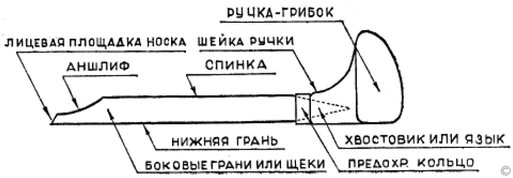
Рис. 6.19. Гравировальный штихель, его детали и название отдельных частей.

Рис. 6.20.: 1. Штихель, его детали и название отдельных частей: а – площадка носка (носок); б – аншлиф; в – спинка; г – кольцо; д – рукоятка; е – задняя грань. 2. а – грабштихель; б – мессерштихель; в – фасонный штихель; г, д – шпицштихели; е, ж, з – флахштихели; и, к, л – болштихели; м – шатирштихель. 3. Молоток и зубильце. 4. Инструменты для правки и декоративной отделки металла: а – шабер; б – рифель; в – лощильных; г – матик; д – пуансон. Рисунок Г. Я. Федотова.
Грабштихель – резец, имеющий в сечении треугольник, прямоугольник или ромб, применяется для гравирования тонких линий во время предварительной разметки рисунка на металле.
Болштихель (растровый штихель) – резец с сечением круга, овала, полукруга или полуовала. Его боковые поверхности цилиндрические. Болштихелем можно вырезать в металле желобки шириной от 0,1 до 5 мм, гравировать криволинейные углубления узоров, шрифтовых надписей, моделировать выступающие элементы изображений. Болштихелем выбирают углубленные участки фона. Тонкие болтштихели можно сделать из стальных игл и спиц различной толщины. Поскольку клинок из иглы не может быть достаточно жестким, его насаживают на удлиненную рукоятку. Кстати, удлиненные рукоятки применяются также для коротких клинков всех типов штихелей.
Флахштихель (плоский штихель) – имеет в сечении прямоугольники и трапеции, его задняя грань плоская и всегда параллельна спинке. «Флах» означает «плоский», «ровный». Флахштихель применяются для обработки плоских и криволинейных поверхностей различной конфигурации. Флахштихелем гравируют канавки с плоским дном шириной от 0,5 до 5 мм. Применяется он и для удаления металла при углублении фона.
Шпицштихель (вырезной штихель) – резец, имеющий в сечении форму остроугольного треугольника, у которого две боковых стороны представляют собой дуги. «Шпиц» означает «острый». Спинка у шпицштихеля плоская, а боковые грани выпуклые. Он применяется при самых разных граверных работах и, пожалуй, является наиболее универсальным инструментом. Им размечают рисунок, прорезают контуры изображения, подрезают остроугольные элементы гравировки в узорах, подправляют незначительные искажения. Ширина верхней грани (спинки) шпицштихеля колеблется от 1 до 4 мм, угол между боковыми гранями также варьируется. Сами боковые грани клинка слегка выгнуты наружу и представляют собой дуги. Спинка делается совершенно плоской. След шпицштихеля на поверхности металла – прорезная канавка. В зависимости от наклона инструмента и прилагаемого к нему усилия получают либо поверхностную, либо углубленную канавку. Боковой поверхностью шпицштихеля можно проводить широкие линии.
Фасетштихель – его боковые грани совершенно плоские и параллельны друг другу. Спинка также плоская и располагается строго перпендикулярно боковым граням. Ширина спинки – 1,5–3 мм. Полотно клинка выполняется в виде двух сходящихся под углом 100° граней. Фасетштихелем проводят не очень глубокие широкие линии.
Шатирштихель (или фаденштихель) – штриховый резец. Если на нижней грани флахштихеля нарезать продольные боковые бороздки с острыми гребнями, получится шатирштихель. При проведении кончиком такого резца по металлу на его поверхности образуются параллельные штрихи. Оба названия этого штихеля отражают особенности инструмента. «Шатир» означает «тушевать», оттенять, так как штихель используется при нанесении на металл теней и полутонов в штриховых гравированных рисунках. «Фаден» означает «нить» – резцом можно проводить нитевидные штрихи.
В дополнение к перечисленным штихелям можно сделать еще и мессерштихель, он показан на рисунке 6.20, позиция 2 б.
Мессерштихель (прорезной штихель) – резец с ножеобразным клинком. Резцы этого типа в поперечном сечении имеют форму вытянутого остроугольного треугольника, как у полотна обычного ножа. Отсюда и немецкое название – «мессер» означает «нож». Этот резец дает возможность делать тончайшие порезки, почти волосяные, сильно углубленные линии. Для жесткости спинка мессерштихеля должна быть шириной не мене 2,5 мм.
Для резцов подходит углеродистая инструментальная сталь У8, У10 или У12А. Легированная сталь ХО5, ХБ5 хотя и лучше держит заточку, но уступает резцам из углеродистой стали в звонкости штриха при гравировании рукописных шрифтов и монограмм «под глянец». Очень прочные и износостойкие инструменты можно выковать из обойм отслуживших шарикоподшипников. Несмотря на различие сечений, все клинки делаются одинаково. Каждый клинок должен иметь плавный изгиб, благодаря которому кончик его будет слегка приподнят. Верхняя грань клинка называется спинкой, нижняя – задней гранью. В передней части клинка выбирают продолговатую наклонную или дугообразную заточку, так называемый аншлиф. После заточки резца между аншлифом и режущими кромками клинка образуется площадка – носок. Чем меньше носок, тем удобнее наблюдать за процессом резания при гравировании.
Изготовление штихелей начинается с опиловки напильниками прямоугольных стальных заготовок длиной 90–100, шириной 9–10 и толщиной 2–3 мм. Им придается форма, напоминающая в поперечном сечение клин. При окончательной обработке образующие клин боковые грани шпицштихелей делают слегка выпуклыми, амессерштихелей – плоскими. Изготавливая штихеля, надо соблюдать следующие обязательные условия: 1) поперечное сечение резца должно быть одинаковым по всей его длине; 2) нижняя грань резца быть прямой или с незначительным плавным внешним округлением от середины клинка к носку; 3) режущая грань, полукруглая в сечение, должна иметь постоянную ширину или небольшое расширение в сторону режущей кромки.
У незакаленного штихеля сверху делается скос (тогда после закалки легче будет выточить аншлиф на механическом точиле), а с противоположной стороны запиливают ли выковывают плоский язык для насадки для ручки. Готовые резцы не следует полировать: блестящий металл бликами раздражает глаза и в работе полированные штихеля неудобны, выскальзывают из пальцев.
Следующая операция – закалка.
После опиливания и шлифовки клинки закаливают. Закаливается, прежде всего, рабочая режущая часть клинка. Клинок берут щипцами или плоскогубцами за хвостовик и нагревают на огне до красного каления.
Обточенную заготовку резца накалите до светло-малинового цвета (примерно до 800 °C), после чего опустите в машинное масло или воду на две трети ее длины (рис. 6.21).
Чтобы избежать образования хрупкой границы между закаленной и сырой частями клинка, уровень погружения быстро изменяют. Частичная закалка штихеля делается не только потому, что в практической работе резец редко используется более чем наполовину своей длины, но прежде всего для того, чтобы он не сломался при забивке ручки и особенно во время работы. Поломка клинка в хвостовике может привести к серьезной травме руки.
Для снятия напряжения и хрупкости закаленные и зачищенные от окалины штихеля подвергают отпуску. Поместите штихель над слабым огнем (можно в пламени спиртовки или газовой горелки), внимательно наблюдая за цветами побежалости (рис. 6.22). Доведя металл до желто-соломенного цвета, необходимо быстро охладить его в воде. Таким же способом производят закалку и отпуск чеканов и др. режущих инструментов.

Рис. 6.21. Закалка штихеля в масле.

Рис. 6.22. Отпуск штихеля: 1 – заготовка. 2 – плоскогубцы. 3 – газовая горелка.
После отпуска штихеля можно насаживать на деревянные ручки. Удлиненные шейки ручек позволяют подогнать штихель точно по руке. Наиболее удобным в работе будет штихель, носок которого в рабочем положении выступает на большой палец на 15–20 мм. На ручку насаживается предохранительное металлическое кольцо диаметром около 10 мм, по центру шейки высверливают направляющее отверстие. Ручку набивают на резец, зажатый через прокладки в тисках, а затем с нижней части «грибка» скалывают сегмент (см. рис. 6.20, позиция 2).
Затачивание инструмента.
На смонтированных штихелях плоскими наждачными камнями или алмазными надфилями исправляют возможные после термической обработки искажения формы режущей грани. Завершают доводку режущей грани пришлифовкой на микрошкурках и полировкой окисью хрома (паста ГОИ), нанесенной на плотную бумагу или кожу. Все доводочные работы делаются на ровном плоском бруске (см. рисунки 6.20, позиция 4 и 6.23).
При окончательной доводке нужно выдерживать следующие требования: 1) движение резца во время продольной шлифовки и полировки режущей грани делаются только в одном направлении – на себя; 2) штихель при этом равномерно поворачивают вокруг своей оси, чтобы придать режущей грани форму полуэллипса; 3) в ходе доводки режущая грань не должна иметь никакого угла между любой своей образующей и плоскостью абразива, иначе на режущей кромке возникают микрофаски, препятствующие движению резца вперед или выталкивающие его вверх. Фаски образуются в завершающей фазе движения штихеля на себя, если ручка вскидывается вверх.
Дальнейшая доработка резца заключается в корректировке его важнейших рабочих углов.
Угол отрыва, обеспечивающий ход резца на заданной глубине и вывод его из металла в нужной точке, должен составлять для гравирования на плоскости приблизительно 4–5°. Он корректируется во время доводки режущей грани (см. рис. 6.24 и 6.26, позиция 1).
Угол заострения, определяющий в наибольшей степени качество резания, имеет переменную величину и зависит от твердости материала. Для гравирования по латуни он составляет 45°, при работе на твердых сталях может достигнуть 60°.

Рис. 6.23. Рабочие движения резца в процессе доводки делаются строго параллельно плоскости абразива. Микрофаска образуется на режущей кромке в результате вскидывания ручки.
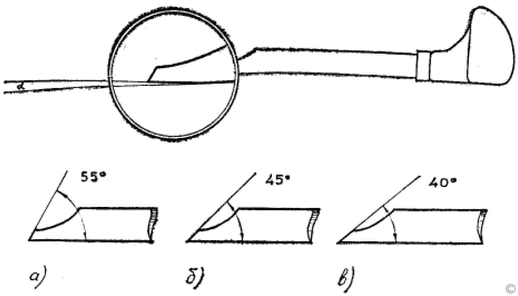
Рис. 6.24. Угол отрыва для гравирования на плоскости составляет 4–5°. Углы заострения для стали (а), латуни (б), меди (в).
При отсутствии углеродистой стали хорошие резцы можно изготовить из надфилей различного сечения. Режущую часть штихеля необходимо заточить под углом 45–30° для мягких металлов (алюминия, меди, латуни, бронзы). Следует отметить, что чистый алюминий не очень хорошо поддается гравировке, поэтому мастера предпочитают почти с ним не работать.
Для обработки стальных поверхностей правку резцов выполняют только со стороны торца. Необходимый угол заострения получают на механическом точиле, а затем резец доводят вручную на мелкозернистых брусках типа «индий» или «арканзас», смоченных смесью равного количества машинного масла и керосина. Во время ручной заточки нужно следить, чтобы не исказилась геометрия режущей кромки. Оставшиеся мельчайшие заусенцы снимают ударом резца о твердую древесину.
Для проверки остроты заточки штихеля опытные граверы поступают так: берут штихель в правую руку и, слегка придерживая его пальцами, острием касаются ногтя большого пальца левой руки. Если штихель достаточно острый, он будет вонзаться в ноготь от незначительного усилия, если тупой – резец будет проскальзывать по его поверхности. Предупреждаем, резец надо направлять по касательной относительно поверхности ногтя: круто направленный резец не будет скользить, даже будучи очень тупым (рис. 6.26).

Рис. 6.25.: 1 – заточка и правка инструмента; 2 – различные положения рук при гравировании; 3 – выполнение простейших узоров болштихелем; 4 – выполнение узоров фаденштихелем. Рисунок Г. Я. Федотова.
Чтобы облегчить ручную заточку штихеля, надо оставлять минимальную лицевую площадку носка (1,5–2 мм) при выточке аншлифа на механическом наждаке.
Для обработки стальных поверхностей резцы должны быть заточены под углом 60°, а правку их во время резьбы выполняют только со стороны торца.
Так же затачивают зубильца, сечки и пуансоны. Угол заточки пуансонов должен составлять 90° к его оси. Чтобы заточка получилась точной, используют деревянный брусок с вырезом. Пуансон прижимают к вырезу и, передвигая брусок по поверхности оселка, затачивают инструмент.
Хранить штихели нужно на деревянной подставке. Наиболее распространены круглые подставки с вращающимся деревянным диском, который позволяет быстро найти нужный инструмент. Можно также сделать несколько подставок для каждого вида штихелей. В одной подставке можно держать, например, шпицштихель, в другой болштихели и т. д.
Зубильца и сечки. Есть смысл провести грань между двумя видами граверных работ – плоскостным (или двумерным) и обронным (трехмерным) гравированием. При линейном гравировании поверхность обрабатывается на небольшую глубину. При сохранении первоначального уровня фона вырезается узор в виде канавок различной конфигурации. При обронном гравировании, за счет выборки металла на поверхности создается рельефный узор. Выделяют два вида обронного гравирования: выпуклое (иначе позитивное) и углубленное (иначе негативное). При выпуклом гравировании выделяют рисунок, а общий фон вырезают так, чтобы он выглядел «утопленным» по сравнению с рисунком. В результате углубленного гравирования получают противоположный результат – фон выступает, а рисунок утоплен. Безусловно, трехмерное гравирование предполагает большой объем работ по выбиранию металла. Соответственно и инструмент должен быть внушительный. Представлен он сечками и зубильцами.
Зубильца представляют собой стальные стержни толщиной от 6 до 10 мм и длиной 120–150 мм (рис. 6.26).
Зубильца имеют те же сечения, что и штихели. Зубильцам присваиваются аналогичные названия спицзубильце, флахзубильце, болзубильце. Рабочая поверхность зубильц также должна быть закалена, а угол заточки определяется материалом, для работы с которым они предназначены.

Рис. 6.26. Молоточные зубильца для выборки большого количества металла.
Изделие или деревянную колодку с изделием закрепляют в тисках, лучше поворотных. Короткими ударами молотка по ударной части Зубильца продвигают его в намеченном направлении. Толщину срезаемой стружки регулируют наклоном Зубильца относительно поверхности гравируемого изделия. Особенно большие участки выбирают сечкой.
Сечками называются плоские зубильца различной ширины с заточкой на одну сторону. Углубления с ровной поверхностью выбирают зубильцем с таким же сечением, как у флахштихеля, а с криволинейной поверхностью – как у болштихеля. Если металл выбирается на большую глубину, то для черновой обработки можно вначале применить круглое зубильце, а затем выровнять углубленную площадку плоским зубильцем.
Чеканы – инструмент почти такой же, как и для чеканки, но есть некоторые особенности. Чеканами осаживают металл, выравнивают отдельные участки в углубленной части рисунка, наносят на металл матовый штрих, обводят контуры рисунка и придают требуемую форму отдельным его деталям. Чеканы разнообразной формы обычно изготовляют сами граверы. Наиболее распространены грунтовальные чеканы, которыми осаживают металл между буквами и цифрами. Мотуар (чекан) изготавливают из квадратной заготовки инструментальной стали У8А размером 5?5 мм или 8?8 мм, длиной 80–100 мм, при этом рабочему торцу мотуара придают самые различные формы: круглые, прямоугольные, квадратные, ромбические. Торец мотуара набивают острым керном и термически обрабатывают до твердости HRC 50–54.
В процессе работы мотуар захватывают пальцами левой руки и приставляют его рабочую часть к выбранной поверхности металла в гравируемой детали, затем правой рукой захватывают ручку граверного молоточка и легкими ударами по тыльной части мотуара устраняют неровности в углубленных частях детали. После этого в правую руку берут мастику, а в левую – изделие и делают оттиск, проверяя рисунок. Обнаруженные неровности на рисунке устраняют штихелями.
Клейма для букв и цифр изготавливают из стальной (У8А) заготовки при помощи штихелей, пуансонов («обработчиков»), напильников и надфилей. Прежде всего необходимо изготовить пуансон 1 (зэк), который имеет такую же форму, как и ударное клеймо с зеркальным изображением. Отличие такого пуансона в том, что изображение букв и цифр не рельефное, а углубленное и зеркальное.
Пунсоны изготовляют из стали У8А. на одном конце заготовки пуансона опиливают фаски под углом 30°, оставляя необходимый припуск на обработку, затем надфилями обрабатывают контур выступов внутри цифр и букв. Для контроля в процессе обработки пуансон необходимо периодически опробовать на алюминиевой пластинке.
Клейма используют для обработки различных материалов: стали, меди, сплавов, дерева и т. п. Для стали клейма изготовляют с острым контуром букв или цифр, для мягких сплавов – с притупленным контуром. При этом и скосы стенок клейм могут быть разными. Для клеймения твердых материалов угол конуса делают равным 60°, а для клеймения мягких материалов – 50°. Заготовку клейма центруют пуансоном и слегка ударяют по нему молотком. Полученную на заготовке клейма разметку внутреннего контура углубляют штихелем. Такой способ обработки облегчает и упрощает гравирование клейма (рис. 6.27).
Для облегчения и качественного выполнения сложных орнаментов в процессе гравирования детали применяют специальные клейма (рис. 6.27, а), с помощью которых выполняют отдельные элементы рисунка орнамента. На рисунке (6.27, б) изображена державка, в которой крепят одновременно два или четыре мелких клейма с изображением отдельных частей орнамента. Державка представляет собой цилиндрический боек 1 (оправку) с квадратным наконечником, на котором надета обойма 2. во внутренней части обоймы закреплены болтами 3 и 6 два квадратных клейма 4 и 5. Державку обоймы изготовляют из инструментальной стали 45 и термически обрабатывают до твердости HRC 40–45. Специальные клейма изготовляют тоже из инструментальной стали У8А. Заготовка имеет квадратную форму для того, чтобы удобнее было укладывать в обойму державки при вырезании штихелем и надфилем рисунка орнамента. Клейма, показанные на рис. 6.27, отличаются от обычных буквенных клейм тем, что рабочая часть, как внутреннего профиля орнамента, так и наружного контура обработана под углом 35°, а не 60°.
Подготовив пластинку, чертилкой намечают на ней линии, по которым будет нанесен рисунок орнамента. Клеймо с выбранным элементом орнамента приставляют к линии, и при легком ударе молотка орнамент переносится на гравируемую пластинку (рис. 6.28).

Рис. 6.27. Специальные клейма для высадки отдельных частей орнамента: а – одинарное клеймо; б – державка для набора клейм.

Рис. 6.28. Схема контурных линий средней сложности, применяемых при гравировании орнамента: а – штриховые сопряженные линии орнамента; б, в, г – контурные линии художественного орнамента.
Затем клейма (рис. 6.28, а и б) переставляют в другую часть рисунка и снова ударом по нему молотка производят высадку отдельной части орнамента до тех пор, пока не будет выполнен общий профиль орнамента (рис. 6.28, а). Прежде чем произвести высадку клеймами (см. рис. 6.28) сложных частей орнамента, например листьев дуба или украшений на изделиях, необходимо нанести карандашом тонкие штриховые сопряженные линии по всему контуру рисунка орнамента. После этого осторожно, чтобы не испортить рисунок, ставят клеймо под углом 90° и четким ударом молотка по клейму оставляют четкий рисунок орнамента на пластинке. Сделав одну часть рисунка, вынимают эти клейма из державки (см. рис. 6.28, б) и устанавливают другой набор клейм с рисунками (рис. 6.28, б, в). Такие же приемы используют и при получении кривых линий, сопряженных со спиральными линиями (рис. 6.28, г).
Молоток. Металлический молоток главный ударный инструмент для граверных работ. Он должен быть удобным и достаточно легким (80–100 г), с круглым сечением рабочей части и плоским или сферическим бойком (см. рис. 6.20, позиции 3–4).
Шабер. Для чистовой отделки металлических поверхностей и для удаления случайных порезов и царапин применяют шабер. Наиболее ходовые шаберы – трехгранные и четырехгранные. Их можно изготовить из аналогичных по форме напильников, сточив с рабочей части насечку и соответствующим образом заточив.
Рифель. В качестве вспомогательных инструментов гравер применяет напильники и надфили разных сечений с изогнутым полотном – это и есть рифели. Они применяются для удобства проникновения в труднодоступные места со сложной конфигурацией. Перед тем как придать надфилю задуманную форму, его накаляют на огне докрасна, затем дают медленно остыть и обматывают рабочую часть изолентой, чтобы при гибке не повредить насечку. Хвостовик надфиля зажимают в тисках и очень осторожно изгибают рабочую часть круглогубцами. Готовые рифели закаляют так же, как и клинки штихелей.
Лощильник (или гладилка). Этот инструмент предназначен для полирования отдельных участков металла, особенно после обработки их шабером. Рабочие части лощильников могут иметь разнообразные формы, облегчающие доступ в те или иные фигурные места. Рабочая часть лощильника должна быть тщательно отполирована. Удобные и надежные сферические лощильники можно сделать из шариков от подшипников качения. Шарик приваривают к стальному стержню, который затем насаживают на деревянную рукоятку.
Пуансоны и матики. применяются на завершающем этапе граверных работ. Изготовляют пуансоны из инструментальной стали квадратного сечения толщиной 6,7 и 10 мм. Длина таких прутков составляет соответственно 6,5, 8,5 и 10 см. рабочему концу пуансона придают легкую конусность, а на образовавшемся округлом торце гравируют некое законченное изображение. Это может быть буква, цифра, элемент геометрического изображния (круг, овал и др.). Или стилизованного цветочного (лепесток, листик, завиток) орнамента, а также елочек и всевозможных завитков. Рельефное изображение на рабочей части пуансона вырезает сам гравер. Изображение может быть нанесено позитивно (выпукло) или негативно (углубленно). Приставляя торец пуансона к необходимому участку поверхности, молотком наносят удар по его ударной части. В результате на поверхности получается позитивный или негативный отпечаток вырезанного на торце элемента. Чтобы металл инструментов податливей принимал сообщаемую им форму, желательно перед обработкой пуансоны отжечь, т. е. сделать отпуск, а затем закалить вновь. Применение пуансонов значительно облегчает труд гравера, сокращает срок отделывания мелких деталей изображения.
Матики предназначены для фактурной обработки металлической поверхности, например фона. Рабочую часть матика опиливают в виде усеченного конуса, на торце которого гравируют пересекающиеся углубленные линии. Рельеф на рабочей части матика можно получить и другим способом – торец стержня устанавливают на насечку напильника и ударом молотка получают рельефный оттиск. После механической обработки матики закаливают.
Колодки. Чтобы изделие (или отдельные детали) удобно было гравировать, его закрепляют на деревянных колодках. Если гравируемая заготовка имеет поля, которые потом будут обрезаться, то ее прикрепляют к колодке мелкими гвоздиками. Форма колодок зависит от характера изделий. Небольшие заготовки крепятся на колодках, имеющих форму бруска или цилиндра. Большие металлические пластины крепятся на досках. Для браслета, перстня или кольца выстругивают круглую колодку соответствующего диаметра с небольшой конусностью, благодаря которой надетые на такие колодки изделия удерживаются очень прочно.
Чтобы закрепить на деревянной колодке небольшое изделие, на ее поверхность наплавляют слой сургуча или канифоли толщиной примерно 5 мм. Затем вдавливают разогретую деталь, как только сургуч или канифоль застынут, приступают к гравированию. Предварительно зажав болванку с одетой на нее заготовкой в тисках или другом зажимном инструменте.
Для закрепления объемных изделий профессионалы пользуются специальными шаровыми тисками (см. рис. 6.29, позиция 1 б, позиция 3 а).
Шаровые тиски представляют собой сплошной чугунный шар диаметром около 13 см и массой до 15 кг. Их устанавливают на специальных подушках с песком. Шаровые тиски – наиболее удобные и универсальные. На верхней площадке шара имеется прямоугольный паз, в котором размещено зажимное приспособление, состоящее из двух параллельных пластин. На одной из пластин укреплены два направляющих стержня, на которые надеты пружины. Благодаря пружинам пластины после освобождения зажимаемых в них деталей возвращаются в исходное положение. Прежде чем зажать в тисках какую-либо деталь, внизу между пластинками вставляют металлическую прокладку, соответствующую ее габаритам. Зажимной винт тисков имеет металлическое кольцо, в которое вставляют штырь, если необходимо более прочно зажать гравируемую деталь.
Установленные на кожаной подушке или манжете тиски легко принимают любое положение. Их можно поворачивать, наклонять так, чтобы закрепленное в тисках изделие принимало удобное для гравирования положение. Например, при гравировании кривых линий тиски вместе с изделием равномерно поворачивают навстречу штихелю.
Но шаровые тиски удобны только при гравировании резцом. Если же какие-то участки необходимо обработать зубильцами, то крупное изделие зажимают в поворотных слесарных тисках с деревянными прокладками, предохраняющими его от повреждений. Небольшие детали закрепляют в тисочках с плоским основанием, которые устанавливают на круглой кожаной или брезентовой подушке.
Изготовление подушки и манжеты. Для гравировки мелких изделий необходимо изготовить гравировальную подушку (см. рис. 6.29, позиция 2). Из толстого брезента или кожи необходимо вырезать два круга диаметром 200 мм. Затем, отступив от края на 5 мм, сшить круги, но не до конца. Вывернув на изнанку полученный мешок, снова прошить вдоль края, оставив небольшое отверстие для засыпки песка. Мешочек замачивают в теплой воде на 15–20 минут. Затем вынимают из воды и отжимают. Мешочек немного растянется и после набивки, высыхая, он подсядет и набитая подушечка станет упругой. Песок необходимо взять речной, промыть и просушить его. Засыпать песок в подушку можно с помощью воронки или бумажного конуса. Туго набить подушку и тщательно зашить отверстие. Этим же способом изготавливается кожаная манжета, служащая опорой шаровым тискам (рис. 6.29, позиция 2).
Штатив с лупой. При гравировке мелких деталей пользуются лупой, укрепленной на штативе с массивным основанием. Лупа крепится шарнирами так, чтобы ее можно было расположить на нужном уровне и под любым углом к детали. На рисунке показано устройство простого универсального зажима. Он состоит из четырех кружков, вырезанных из многослойной фанеры или пластмассы. В центре каждого кружка проделано отверстие для зажимного болта. В одной паре кружков, соединенных и зажатых вместе, сверлится отверстие, равное диаметру вертикального стержня подставки, а в другой паре – равное диаметру стержня лупы. Навинчивающуюся на болт гайку врезают в круглую рукоятку (рис. 6.29, позиция 1 в).
Кроме основного и вспомогательного инструмента граверу необходимо иметь ручную спиральнообразную дрель для высверливания отверстий в углубленных местах рисунков или цифр и букв. Такая дрель обычно состоит из деревянной ручки и спирального винта, по которому перемещается ручка. На конце винта дрели закреплен трехкулачковый патрончик с жатым в нем сверлом. Необходимо иметь наковальню массой 10–15 кг, небольшое точило, набор мелких сверл (до 5 мм), набор надфилей, напильников, ножовочный станок, лупу с десятикратным увеличением, металлическую линейку, чертилку, штангенциркуль и микрометр от 0 до 25 мм.
Верстак гравера должен быть установлен вдоль или поперек окон так, чтобы естественный свет падал на рабочее место равномерно и не давал ярких бликов или резких теней. Можно, конечно, работать и на любом устойчивом столе, но лучше изготовить верстак такой предлагаемой конструкции.
На рисунке 6.30 изображен самодельный универсальный ювелирно-граверный верстак. Данный верстак может быть использован не только на предприятии единичного производства, но и на предприятиях ювелирно-граверного производства, учебных мастерских по декоративно-прикладному искусству, так как в его конструкции предусмотрено все необходимое для удобства работы и повышения производительности труда.

Рис. 6.29.: 1 – а – подставка со штихелями; б – шаровые тиски; в – штатив с лупой; г – зажимное приспособление в разобранном виде. 2 – кожаная манжета и подушка. 3 – а – чертеж шаровых тисков; б – крепление пластинок на колодке; в – различные виды колодок; г – тиски с плоским основанием. Рисунок Г. Я. Федотова.

Рис. 6.30. Рабочий стол гравера-ювелира (описание см. в тексте).
Показанный верстак напоминает письменный стол с выступом с правой стороны на столешнице 7 для удобства опоры локтя правой руки, а с левой стороны имеется подъемно-поворотный подлокотник 25, который в процессе работы может выдвигаться и поворачиваться. Подушка подлокотника, изготовленная из поролона и покрытая дерматином или кожзаменителем, закреплена на металлической пластинке, к которой приварен подъемно-регулировачный винт. Подлокотник вращается на оси и крепится подъемно-регулировочным винтом в том или ином положении.
Каркас 1 верстака сварной и изготовлен из стали угловой размером 36?36 мм, а ножки из угловой стали 50?50 мм. Длина верстака 1100 мм, ширина с левой стороны 375 мм, а с правой с учетом выступа 775 мм, высота 875 мм. С боков верстак общит листовым железом толщиной 1–1,5 мм. Крышка 7 (столешницы) изготовлена из фанеры толщиной 25 мм и покрыта линолеум. Длина столешницы 1200 мм, ширина с левой стороны 425 мм, а с правой с учетом выступа 825 мм, общая высота верстака с крышкой 900 мм. Над крышкой с двух боковых сторон укреплены деревянные буртики, а с задней стороны они соединены с полочкой 2, где хранят призмы 4 и 5, инструмент, детали, предназначенные для гравирования. С левой стороны подлокотника 25 имеются два ящика, в которые вставляют настольные коробки 3 и 26 с набором штихелей и граверным инструментом. На правой стороне выступа верстака находится тумбочка с четырьмя деревянными выдвижными ящиками 11, 12, 13 и 15 для хранения чертежей, вспомогательного инструмента и готовых деталей. С левой стороны тумбочки под крышкой имеется выступ, в нижней части которого приварена к каркасу 1 стальная пятимиллиметровая пластина (полочка) для размещения бормашины и ударно-режущего инструмента (молотков, зубильц, чеканов и др.). На передней части полочки закреплена круглая наковальня 14 с резиновой подкладкой внизу во избежание шума при ударе молотком по выправляемой или вырубаемой детали. В центре верстака, напротив сидящего гравера, закреплен с двух сторон винтовыми эксцентриками деревянный финагель 16, предназначенный для обработки на нем деталей. Под финагелем имеется выдвижной сборник 17, в котором собирается стружка.
Подъемно-поворотный стул может не только свободно поворачиваться в обе стороны, но и легко перемещаться вперед и назад за счет того, что в центре трубы 24 (опора для ног) приварена втулка, в которую вставлен палец консоли 23. В отверстие консоли вставлена труба кронштейна 22 (большая консоль), приваренного к втулке треноги 21 стула. При необходимости кронштейн 22 со стулом может перемещаться вперед и назад и закрепляется винтом консоли 22. при работе, сидя на стуле, ножки треноги 21, опираясь на пол, создают опору для корпуса тела работающего, но достаточно работающему встать со стула, как тут же спиральная пружина 20 разжимается и поднимает одновременно сиденье 18 со спинкой 19 и треногу 21 стула. Стул, приподнявшись от пола с помощью пружины 20, легко поворачивается на оси 23 консоли и свободно убирается под крышку верстака.
Для исключения непредвиденных потерь времени в процессе работы рекомендуется особо обратить внимание на раскладку вспомогательного инструмента перед началом работы в такой последовательности, чтобы он всегда был под руками: с правой стороны следует укладывать молотки 9, зубильца, сечки, чеканы, настольную наковальню 8, набор надфилей и напильник 10, а с левой стороны ящик 3 с набором штихелей.
Для освещения обрабатываемых деталей на финагеле 16 необходимо иметь настольную шарнирно-поворотную лампу 6 (сберегающую или обычную на 36 В) с линзой.
На столе показан настольный ящик 3 для хранения чеканов, сечек, зэков, штихелей. Он очень удобен и прост в изготовлении. Коробка и крышка изготовлена из текстолита, а стойки из дюралюминия. Крышка со стойками легко открывается и закрывается, для этого достаточно освободить от зажима барашком планку.
Освещение гравируемой детали может быть естественным и искусственным. Однако в любом случае очень важно, чтобы свет был мягким, поэтому надо избегать освещения прямыми солнечными лучами и лампами большой мощности поверхности гравируемой детали, так как оно утомляет зрение гравера. При ярком солнечном свете окна необходимо занавесить шторами из тонкого светло-голубого полотна, которые поглощают лучи солнца и дают мягкое отражение на гравируемой поверхности.
Кроме того, необходимо избегать бокового освещения. На пути лучей света, идущих с боков, надо ставить полупрозрачные или темные экраны. Для четкой видимости штрихов на гравируемой детали необходимо, чтобы угол между падающими и отраженными лучами света был не менее 90°. Наилучшее освещение можно получить, если между лампой и гравируемой деталью поместить на специальной стойке 1 с подставкой 2 (см. рис. 6.31) стеклянный шар-колбу 3 с прозрачной, голубоватой жидкостью (кипяченой воды 2 л, азотной кислоты 25 г, медного купороса 50 г). Свет, поступающий от электрической лампочки 4, проходя через колбу 3, равномерно и мягко освещает гравируемую деталь 7, лежащую на подушке 6. Для удобства работы настольную подставку 2 с колбой 3 можно поднимать и опускать по стойке, закрепляя барашком 5.

Рис. 6.31. Схема освещения гравируемого изделия с помощью колбы и настольной электролампы.
Стеклянная колба с жидкостью не только задерживает тепло, выделяемое лучами электролампы, но и создает мягкое равномерное освещение всей обрабатываемой поверхности детали. Кроме того, если гравируемая деталь имеет блестящую поверхность, то в этих случаях гравер должен одеть на голову матерчато-резиновый шнурок с козырьком так, чтобы козырек прикрывал глаза от лучей света электрической лампочки.
На рисунке 6.32 показано положение корпуса тела сидящего гравера, локоть левой руки которого положен на подлокотник 4 стола, закрепленный барашком 5, а локоть правой руки – на дугообразный выпуклый выступ столешницы 9 верстака. Для удобства гравирования и опоры левой руки на верстаке с левой стороны имеется выдвижной подлокотник (см. рис. 6.30, 6.32), который может подниматься и поворачиваться в любую сторону. В процессе работы гравер слегка наклоняет корпус тела, пальцами левой руки придерживает гравируемую деталь, лежащую на столешнице 9, а указательным и большим пальцами правой руки, захватывая лезвие штихеля 7, направляет его вперед и, слегка нажимая, врезает в металл (гравирует). При этом ладонь и остальные пальцы руки, опираясь на поверхность детали 6, создают лишь направление указательному и большому пальцам, удерживающим штихель 7.
Для освещения гравируемой детали на полочке 1 столешницы 9 перед сидящим гравером установлена настольная шарнирно-поворотная электролампа 8; с правой стороны на столешнице 9 стола уложены ящик 2 с набором штихелей и молотком 3 с сечками и чеканами.
Температура воздуха в помещении, где работает гравер, должна быть в пределах 15–25 °C. При температуре ниже 15 °C на металлических гравируемых деталях появляется влага при дыхании гравера. Вследствие этого нанесенный карандашом рисунок на детали легко стирается. При температуре выше 25 °C руки гравера становятся влажными, и удержать штихель в нужном положении трудно. Если работа гравера связана с применением кислот, то необходимо иметь отдельный шкаф для склянок с кислотой и вытяжную трубу для отвода вредных газов. Если такого шкафа нет, то необходимо иметь колпак, который должен быть соединен с вытяжной трубой, а помещение необходимо регулярно и тщательно проветривать.

Рис. 6.32. Приемы гравирования с помощью подлокотника и козырька (описание инструментов и приспособлений см. в тексте).
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Военное оснащение на шасси ГАЗ-69
Военное оснащение на шасси ГАЗ-69 Долгое время представители серии ГАЗ-69 являлись основными легкими автомобилями Советской Армии и стран Варшавского договора, где выполняли штабные функции, служили для перевозки небольших подразделений, боеприпасов и мелких грузов, для
Места установки аппаратов защиты
Места установки аппаратов защиты Вопрос. В каких местах сети устанавливаются аппараты защиты?Ответ. Аппараты защиты располагаются в удобных для обслуживания местах таким образам, чтобы была исключена возможность их случайных механических повреждений. Установка их
Места установки устройств связи
Места установки устройств связи Вопрос. В каких помещениях размещается аппаратура связи?Ответ. Размещается, как правило, в помещении линейно-аппаратных цехов, а коммутационные станции – в отдельном приспособленном помещении. В отдельных случаях допускается размещение
Оборудование рабочего места
Оборудование рабочего места Оборудовать литейную мастерскую в домашних условиях крайне сложно. Как и кузницу, правила безопасности запрещают делать ее в квартире многоэтажного дома. Получение отливок из бронзы или латуни требует довольно высоких температур и
Оборудование рабочего места
Оборудование рабочего места При выполнении работ по дереву необходимо максимально тщательно оборудовать рабочее место. Чем лучше организована работа, тем легче обработать древесину и сделать из нее задуманную вещь. Прежде всего необходимо оборудовать рабочий стол,
Организация рабочего места
Организация рабочего места Для того чтобы изделие удалось, недостаточно иметь талант, опыт и хорошие инструменты. Нужно еще и удобное рабочее место. Если для резьбы приспособлен столярный верстак, это замечательно. Можно также приспособить для этой цели массивный
Организация рабочего места
Организация рабочего места Для получения точного, красивого рисунка необходимо позаботиться о том, где будет расположен рабочий стол. Лучше поближе к окну, чтобы на обрабатываемую поверхность фанеры или деревянной доски падал естественный свет, причем окно (или иной
Организация рабочего места
Организация рабочего места Большое внимание надо уделить рабочему столу. В зависимости от того, насколько будет удобно работать, мозаика получится или плохого, или хорошего качества. Плохо обустроенное место может отбить охоту заниматься мозаикой. Удобно и практично
4.3. Некоторые секреты персонализации или как сменить фон рабочего стола
4.3. Некоторые секреты персонализации или как сменить фон рабочего стола Для того, чтобы установить фон рабочего стола, необходимо, на нужном изображении, щелкнуть правой кнопкой мыши и выбрать пункт «Сделать фоновым изображением рабочего стола». Нужное изображение,
1.4. Используемое оборудование и оснащение
1.4. Используемое оборудование и оснащение Для проведения технического обслуживания и ремонта автомобиля может понадобиться специальное оборудование и оснащение. Инструменты, которыми укомплектован современный автомобиль, позволяют самостоятельно приподнять
Двигатель при трогании с места глохнет
Двигатель при трогании с места глохнет Неисправности карбюратора Уровень бензина в поплавковой камере превышает норму. Проверить герметичность игольчатого запорного клапана. Попавшую грязь и мелкие соринки убрать. В случае попадания топлива в латунный поплавок
20.1. Мысли о лекции «Внизу полным-полно места»
20.1. Мысли о лекции «Внизу полным-полно места» Когда в 1960 году я выступил с речью, озаглавленной «Внизу полным-полно места» и посвященной будущим технологиям изготовления разнообразных миниатюрных объектов, в сущности, я говорил об известных вещах. Дело в том, что
ЗАПОВЕДНЫЕ МЕСТА
ЗАПОВЕДНЫЕ МЕСТА Реконструкции животного мира, перегруппировке животных на обширных пространствах Советской страны способствует сеть заповедников.Знала заповедники и старая Россия, но их было немного, и назначение их было далеко от науки и хозяйства.Беловежская пуща,
НА НОВЫЕ МЕСТА
НА НОВЫЕ МЕСТА Новые заводы построены народом. Новые поля распаханы народом. Новые дороги проложены народом. Сооружая в новых местах новые заводы, засевая новые поля, прокладывая новые дороги, народ и расселяется по-новому.По-новому размещаются у нас производительные
Основные разделы рабочего проекта
Основные разделы рабочего проекта Сразу скажу, что для небольших домиков площадью от 50 до 150 кв. м особой необходимости в раздельности нет, потому что ресурсы для его строительства невелики. А вот в случае сложных построек или загородных домов площадью от 200 кв.