Больше и лучше
Больше и лучше
— Теория систем, теория принятия решений, линейное программирование — все это, конечно, интересно, но какое отношение имеет к АСУ?
— Самое непосредственное — созданные на их основе АСУ помогают принимать правильные решения.
— Но правильные решения надо принимать всегда, в любых ситуациях, независимо от того, есть АСУ или нет!
— В этом вы совершенно правы. Но именно при создании АСУ происходит ломка отживших традиционных методов управления и создаются предпосылки для внедрения нового оптимизационного подхода к принятию решений.
Собственно говоря, этот новый подход диктуется тем же самым принципом новых задач, о котором уже говорилось. Этот принцип гласит, что при автоматизации следует не просто перекладывать на ЭВМ традиционно сложившуюся методику управления, а разрабатывать новые методы, максимально использующие возможности ЭВМ.

Действует принцип новых задач как бы по двум направлениям. Во-первых, он призывает восстановить те задачи управления, которые не решались из-за информационного барьера. Во-вторых, он диктует пересмотр методов решения существующих задач, которые по вине того же информационного барьера еще решаются простыми и малотрудоемкими методами, дающими невысокую точность и малую эффективность результатов. В начале бесед было показано, как календарное планирование объемными (балансовыми) методами приводит к неточным, подчас неверным результатам. В то же время есть методы более точные. Правда, они весьма трудоемкие и в традиционной системе управления не могут быть использованы, так как людям не под силу справиться с таким огромным объемом вычислений. Внедрение же АСУ как раз и позволяет использовать новые, более трудоемкие, но зато и более эффективные методы решения.
Итак, при автоматизации появляется реальная возможность решать новые задачи управления и применять новые методы при решении старых задач. Несколько простых примеров помогут лучше понять новые идеи в организации производственного планирования.
Первый из них — «задача о шлюзе». Так как шлюз может пропустить одновременно только один корабль, то перед ним часто выстраивается очередь грузовых и пассажирских судов. Их простои невыгодны народному хозяйству и дорого обходятся пароходству, которое вынуждено платить всевозможные штрафы и пени. Величина штрафов зависит от времени простоя, причем зависимость эта для разных кораблей неодинакова. Можно ли облегчить это бремя, лежащее на плечах администрации шлюза? Можно, но для этого надо знать расписание прибытия судов к шлюзу. По нему потом просто определить несколько вариантов порядка прохождения их через шлюз и выбрать тот, который сводит к минимуму время простоев и, следовательно, величину штрафа. А проделать все это можно при наличии АСУ.
Следующий пример — это уже известная задача планирования работы производственного участка. Условия ее следующие: участку задан план в виде перечня деталей, которые должны быть изготовлены; технология изготовления деталей (порядок обработки деталей на станках участка), а также время обработки детали на каждом станке известны. Известно также, что показатели работы участка зависят от порядка запуска деталей на станки. Значит, задача составления календарного плана состоит в определении оптимального порядка запуска деталей в обработку. А для этого надо перебрать довольно много вариантов этого порядка и выбрать наивыгоднейший.
Еще один пример — задача «проектирование сложного промышленного объекта». Обычно проектирование и создание достаточно большого промышленного объекта складываются из десятков, а иногда и сотен тысяч отдельных работ (операций), выполняемых многими коллективами-подрядчиками. Как правило, часть этих работ друг от друга не зависят, то есть они производятся разными исполнителями, и результаты одной операции не влияют на выполнение других. Назовем их работами первой группы. Однако имеются такие работы, которые никоим образом вести одновременно нельзя — это работы второй группы. Так вот, работы первой группы могут выполняться параллельно; работы второй группы образуют последовательную цепочку. Если эти зависимости изобразить графически, то весь процесс проектирования и создания объекта будет выглядеть в виде так называемого сетевого графика. Само собой разумеется, что вариантов сетевого графика может быть очень много, и задача состоит в том, чтобы с учетом ограниченности ресурсов выбрать такой порядок выполнения работ, который, не нарушая очередности следования их, минимизировал бы общее время создания проекта. Эта задача решается при создании любого большого объекта, поэтому такая система планирования получила широкое распространение как за рубежом, так и в СССР, и у нас она известна под названием «сетевое планирование и управление» (СПУ).
А вот пример из другой области — составление учебного расписания для факультета вуза. Каждый курс факультета разбит на потоки и группы. Со студентами проводятся следующие занятия: а) курсовые лекции — занят весь курс; б) потоковые лекции — занят поток; в) практические занятия — занята одна группа; г) лабораторные работы — занята часть группы; д) спецкурсы — поток разбивается на части, не совпадающие с группами.
В распоряжение факультета обычно выделяется некоторый аудиторный фонд, причем аудитории имеют разную вместимость. Ясно, что каждый преподаватель и группа (курс, поток) могут быть заняты лишь в одном занятии. Вариантов расписания можно составить тройное множество. Учитывать приходится и степень трудности лекций, и последовательность практических занятий и семинаров, и многое другое. Но крайне нежелательно в расписании наличие «окон». Поэтому составить расписание надо так, чтобы их было минимальное количество. Сделать это можно только на ЭВМ.
Стоит привести еще один пример — решение задачи планирования мультипрограммной работы электронной вычислительной машины. В настоящее время слова «электронная вычислительная машина» все чаще заменяются понятием «вычислительная система». Действительно, современная ЭВМ представляет собой комплекс автономно работающих специальных устройств, выполняющих в определенной последовательности операции по обработке информации. Чтобы полностью загрузить работой вычислительную систему ЭВМ, необходимо, чтобы в ней одновременно работали все устройства, то есть чтобы она одновременно решала несколько задач. При таком методе значительно увеличивается производительность ЭВМ. Поскольку при решении экономических задач приходится вводить и выводить огромные массивы информации, а ввод и вывод занимают много времени, то в промежутках между ними центральное вычислительное устройство фактически должно простаивать. Во избежание простоев задачи комбинируют таким образом: пока выводится информация одной из них, а вводится — другой, центральное устройство перерабатывает информацию третьей. Порядком запуска задач в машину занимается специальная программа-диспетчер, а режим работы системы называется мультипрограммным. Исходными данными для программы-диспетчера служит описание порядка, в котором решаются задачи, с указанием продолжительности каждой операции. Необходимо составить расписание работы ЭВМ так, чтобы время простоя основных устройств системы было минимальным.
Можно привести еще десятки примеров, когда приходится решать подобные задачи. Они встречаются во всех областях деятельности человека. Что же в них общего?
Во-первых, все они связаны с планированием, то есть так или иначе в них прогнозируется деятельность человека, предприятия, организации на некоторый предстоящий период времени. Надо заметить также, что в процессе планирования осуществляется привязка операций и работ к календарным периодам. Поэтому эти задачи в практике известны под названием «задачи календарного планирования».
Во-вторых, как правило, все они многовариантные, а следовательно, оптимизационные. Откуда берется многовариантность, скажем, в задаче планирования работы участка, уже говорилось: от различных порядков запуска деталей в обработку. Аналогично и в остальных задачах различные порядки прохождения судов, различные наборы работ сетевого графика, различные порядки запуска задач на ЭВМ создают большое количество вариантов плана. Из них и выбирается самый подходящий, оптимальный, по критерию, указанному в задаче.
Итак, принципиально новый подход к планированию заключается в том, что система производственного планирования при наличии на предприятии АСУ строится на основе широкого использования экстремальных задач календарного планирования.
Тут может возникнуть вопрос: а что раньше, до АСУ, вопросы календарного планирования не решались? Ведь существовали и вузы и шлюзы! Мультипрограммной ЭВМ, как, впрочем, и обычной машины, правда, не было, так что незачем было составлять график ее работы, зато составлялись же железнодорожные расписания?
Да, действительно, задачи календарного планирования существовали и решались и до появления ЭВМ. Но ставились они как одновариантные и решались на основании опыта практиков-плановиков. Развитие экономико-математических методов позволило, во-первых, построить многовариантные оптимизационные модели календарного планирования, во-вторых, разработать методы решения задач. А ЭВМ помогает получить результат — оптимальный календарный план.
Любое производство можно условно разбить на два этапа: планирование и выполнение плана. Вся традиционная наука организации производства была нацелена на исследование, разработку и улучшение второго этапа — выполнение и перевыполнение плана. То есть на увеличение выпуска продукции, на уменьшение затрат, на улучшение качества изделий по сравнению с плановым.
Календарное планирование в АСУ направлено на улучшение и первого этапа. При этом достигается несколько целей. Во-первых, оптимальный календарный план уже сам по себе содержит некоторый хозяйственный эффект по сравнению с неоптимальным — при одинаковых усилиях и выполнении плана будет выпущено больше продукции или затраты будут меньше и т. д. там, где план был оптимальным.
Во-вторых, в оптимальном плане предполагается более рациональное использование ресурсов, за счет чего и осуществляется оптимизация, то есть уменьшаются простои, пролеживания и прочие неприятные виды недоиспользования ресурсов.
И наконец, в-третьих, именно в процессе реализации оптимального плана можно по-настоящему оценить трудовые достижения коллектива. Всякий неоптимальный план содержит внутренние пороки организации производства. Они могут быть подмечены грамотными рабочими или мастерами, которые, устраняя их, легко выполнят и значительно перевыполнят задания. При работе по оптимальному плану перевыполнить его можно лишь за счет интенсификации труда, за счет индивидуальных трудовых достижений.
Вот почему внедрение системы оптимального календарного планирования оказывает сильное влияние не только на систему управления, но и на само производство.
Таким образом, основная компонента системы «управление — планирование» при автоматизации коренным образом меняется. Практически весь сложный механизм планирования надо создавать заново, от разработки моделей до создания программ для ЭВМ и решения практических вопросов внедрения. В этом кроется одна из причин большой трудоемкости создания АСУ.
— Сейчас на предприятиях работает большая армия людей, которые занимаются планированием. Если вдруг их всех станут заменять машинами, то могут возникнуть неприятные проблемы…
— Ну о том, что вместо людей будет работать машина, еще рано говорить. Скорее не вместо, а вместе с людьми. Что же касается проблем, то их и без этого хватает.
Конечно, сразу кардинальным образом изменить существующую систему планирования нелегко. Ведь она складывалась под воздействием не только методов управления, но и многочисленных внешних факторов, таких, допустим, как взаимодействие с отраслью, с «соседями», с местной администрацией и пр. Как осуществлялось планирование на предприятии до внедрения АСУ? Обычно это делалось на нескольких уровнях.
На верхнем уровне решалась задача формирования производственной программы предприятия, то есть вырабатывался перечень изделий, которые будет выпускать предприятие в планируемом году.
Следующим уровнем являлось межцеховое планирование, в процессе которого производственная программа предприятия дробилась и распределялась по более мелким плановым периодам — кварталам и месяцам.
И наконец, на самом нижнем уровне — внутрицеховое планирование, — плановые задания доводились до каждого рабочего места.
Такая иерархия планирования была необходима. С одной стороны, верхний уровень предприятия, являясь частью отрасли, осуществлял общение предприятия с отраслью. Общение это продиктовано жизнью. Министерство, возглавляющее отрасль, свой план производства распределяет по предприятиям. Если бы критерии работы отрасли и предприятия были согласованы, то решение отраслевой задачи совпало бы с решением заводской. Однако, как говорилось, проблема согласования критериев пока удовлетворительно не решена. Кроме того, предприятие знает свои ресурсы лучше, чем вышестоящая организация, и может более качественно решить задачу полного их использования. Зная все это, министерство часто предоставляет своим предприятиям определенную свободу действия. Как воспользоваться этой свободой, и является заботой «верхнего уровня предприятия», является содержанием работы по составлению производственной программы предприятия. С другой стороны, «верхний уровень» должен свою сформированную производственную программу подкрепить подробным календарным планом, регламентирующим своевременное выполнение этих этапов производственного процесса. Проще говоря, в нем должно быть определено, что и когда каждый участник производственного процесса обязан делать.
Надо, однако, заметить, что составление всеобщего календарного плана, учитывающего загрузку каждого рабочего места, невозможно, хотя бы из-за чрезвычайно большой трудоемкости этого дела. В связи с этим возникла необходимость в промежуточном звене — межцеховом плане, который обязан координировать деятельность цехов и служб предприятия.
Существующая структура системы планирования возникла исторически и определялась объективными условиями, поэтому при автоматизации управления, то есть при внедрении АСУ, вряд ли целесообразно ее менять. Хотя на первый взгляд кажется, что применение ЭВМ делает ненужным средний уровень — межцеховое планирование. Может создаться впечатление, что столь мощное вычислительное орудие, как ЭВМ, позволяет сразу составлять календарный план на каждое рабочее место. Это, однако, лишь на первый взгляд.
Во-первых, ЭВМ не настолько пока мощны, чтобы быстро выполнять такой гигантский объем вычислительной работы. Во-вторых, даже если бы это было возможно, целесообразность в проведении этой работы невелика. Действительно, пусть подобный гигантский календарный план работы всего завода и каждого рабочего места составлен на год. Десятки мелких нарушений в первые же дни приведут к тому, что он станет нереальным.
Таким образом, и при АСУ межцеховое планирование, при котором сначала предусматривается выполнение крупных этапов производства, сохранится.
Что же тогда нового вносит автоматизация? Самое основное — модели задач планирования каждого уровня: они становятся экстремальными.
Для начала стоит рассмотреть, как формируется производственная программа. Обычно предприятие задолго до начала планируемого года получает определенный набор заказов, который соответствует (а часто и превышает) его производственную мощность. С точки зрения предприятия, заказы можно разделить на более выгодные ну, скажем, заказы на изделия, уже выпускавшиеся ранее, и менее выгодные — совершенно новые. Естественно, ему хотелось бы в программу включить все более выгодные заказы. Но оказывается, надо подбирать такую «смесь» изделий, чтобы оптимально загрузить производственную мощность и использовать все ресурсы. В данном случае руководителям предприятия придется вспомнить, как формировала производственную программу фирма «Двенадцать стульев», и составить, может быть, такую же таблицу. В нее заносится весь перечень изделий, которые будут выпускаться, и виды ресурсов (по каждому виду ресурсов указывается также ограничение). После этого можно приступать к формированию целевой функции, выбору критерия. И вот тут аналогия с фирмой «Двенадцать стульев» заканчивается. Зато четко должен выявиться эффект автоматизации.
Формирование производственной программы настолько трудоемкая задача, что без ЭВМ ее решают так. Обычно составляют один-единственный вариант, редко два, исходя из некоторых простых практических правил, затем подсчитывают технико-экономические характеристики, и программа готова. И сколько вариантов при этом не только не рассмотрено, но даже не составлено! И может быть, среди этого бесконечного множества «смесей» изделий находилась наиболее выгодная! С внедрением же АСУ и ЭВМ появляется реальная возможность найти этот вариант. Но для этого необходимо глубже исследовать производственные процессы с целью выяснения, что же в действительности выгодно предприятию. А это очень непростой вопрос! В самом деле, что предприятию выгодно? Прибыль?
Дело в том, что считать прибыль в качестве критерия оптимальности в задаче формирования производственной программы, а также и в качестве критерия работы предприятия можно далеко не всегда. Об этом уже немного говорилось, когда выяснялось, каким должен быть критерий оптимальности. Однако, помня, что любое краткое изложение вопросов способствует заблуждениям, стоит остановиться на этой проблеме подробнее.
Прибыль предприятия образуется как разница между ценой и себестоимостью, а следовательно, зависит от этих двух показателей. Рассмотрим, как они формируются.
На прибыль сильно влияют два фактора: то, что цена устанавливается в централизованном порядке, и то, что распределение практически всей производственной продукции также осуществляется централизованно. Установление цен на новую продукцию осуществляется на основании плановых расчетов по себестоимости, и на одинаковую продукцию цены устанавливаются практически одинаковыми. Так, холодильники, телевизоры и прочие товары с одинаковыми параметрами — емкостью, размером экрана и т. д. — имеют примерно одну цену.
Второй фактор, влияющий на прибыль, — себестоимость, содержит в себе все затраты на производство, включая затраты на улучшение качества продукции, связанные с модернизацией оборудования, улучшением технологических процессов, улучшением условий труда и т. д. Таким образом, предприятие, которое идет на эти затраты, теряет прибыль, поскольку себестоимость его изделий увеличивается при постоянной цене. Каждый, наверное, обращал внимание, что, несмотря на обилие марок телевизоров и холодильников, покупатели спрашивают лишь одну-две, по которым и образуется дефицит, остальные же, менее качественные, постоянно стоят на прилавках магазинов и продаются в кредит. Кто находится в более выгодных условиях: завод — изготовитель дефицитных телевизоров или плохих? Конечно, тот, который не повышает качество своих изделий, то есть плохих, ведь фактическая себестоимость его изделий ниже, цена такая же, как и на хорошие, следовательно, прибыль его больше!
Далее, себестоимость существенно зависит от объема производства. Чем больше объем, тем ниже себестоимость — это известный эффект массовости производства. Естественно, что полукустарный цех ширпотреба, выпускающий несколько тысяч холодильников в год, не может по себестоимости тягаться со специализированным предприятием, с конвейера которого сходят миллионы таких же холодильников.
Вот и получается, что выделить прибыль в качестве основной характеристики работы предприятия удается очень редко и в крайне специальных случаях.
Аналогичная ситуация складывается и с другими показателями. Экономический анализ показывает, что ни один из них в качестве единственного критерия использоваться во всех случаях не может. Есть, конечно, отдельные предприятия, работающие в особых условиях, когда один какой-нибудь показатель полностью характеризует работу данного предприятия. Чаще всего это либо объем товарной продукции, либо качество, либо себестоимость. Как правило же, такого единственного показателя найти не удается, и приходится рассматривать сразу несколько.
— Как же так — несколько? Ведь тогда рушится фундамент теории — принцип единственности критерия!
— Ну нет, этот принцип остается незыблемым, создается только видимость его нарушения.
— Хорош принцип, видимость которого отлична от его сущности!
— Ничего не поделаешь; экономических задач, при решении которых приходится учитывать несколько критериев, довольно много.
— И как же в этих случаях поступать?
— Все их сводить к одному.
Чтобы объяснить, откуда в той или иной ситуации появляется многокритериальность и как от нее избавляются на практике, надо рассмотреть одну не для всех простую жизненную ситуацию. Некто решил жениться, и, не имея достаточного опыта в подобных делах, обращается в гипотетическую брачную контору, которая подбирает невест, ту самую контору, целесообразность которой столь живо дебатировалась в нашей прессе. И конторе его встречает приветливый сотрудник — большой специалист в области исследований операций. После традиционного обмена приветствиями и осторожного выяснения, туда ли попал клиент, куда хотел, сотрудник приступает к делу.
— Прежде чем решать проблему, я хотел бы ознакомить вас с методом представления э-э… брачных объектов в нашей информационной системе. Каждый объект у нас довольно подробно характеризуется набором из 50 параметров, численные значения которых определяются опытными экспертами. Вот вам для примера протокол заседания комиссии экспертов по вновь поступившим объектам (табл. 16).
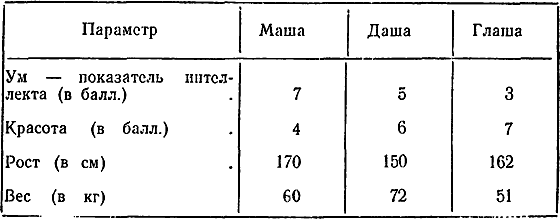
Табл. 16.
Таким образом, каждая кандидатура в невесты представлена последовательностью из пятидесяти чисел. (Например, Даша, — это 5, 6, 150, 72…)
Наш «суперЭВМ» по запросу выдаст вам всю последовательность параметров и, наоборот, по списку значений параметров назовет вам все имеющиеся в наличии кандидатуры. Прошу ваш список параметров.
— Но у меня нет никакого списка. Мне нужна невеста!
— Любая?
— Ну, не совсем любая… В общем, желательно, чтобы она была самая лучшая…
Сотрудник бюро иронически улыбается. Ситуация, по-видимому, складывается довольно знакомая.
Позвольте, я помогу вам разобраться в том, чего вам хочется. Но сначала несколько пояснений к методу. Вам, наверное, известно, что если какие-либо объекты характеризуются упорядоченным набором чисел, то они могут быть представлены точками в многомерном пространстве? Если чисел пятьдесят, то и пространство представления пятидесятимерное. Так как пятидесятимерное пространство представить себе трудно, ограничимся для начала двумя параметрами объекта — пусть это будут «ум» и «красота». Ясно, что все имеющиеся в нашей картотеке невесты могут быть представлены точками в двумерном пространстве параметров. И вот в этом-то пространстве параметров очень удобно искать… э-э… необходимый объект (см. рисунок слева).
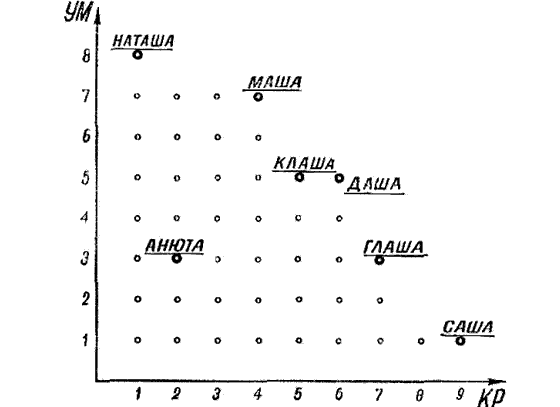
Итак, начинаем. Вам хочется, чтобы она была самая лучшая. В каком смысле: самая красивая или самая умная?
— Ну, конечно же, самая умная.
— Вот и чудесно, вот вам фотография невесты. Ее зовут Наташа.
Жених бросает взгляд на фотокарточку. В следующее мгновение на его лицо уже тягостно смотреть. Сотрудник бюро предупредительно протягивает стакан воды.
— Ну, что же вы хотели при показателе красоты, равном единице? Страшна, спору нет. Зато умней ее у нас объекта нет. Восьмерка по уму — это не шутка.
— Не нужно мне это страшилище даже с десяткой по уму! Неужели у вас нет ничего получше?
— Что значит получше? Красивее? Пожалуйста, вот вам фотография Саши. Девять баллов за красоту.
— Изумительно! Восхитительно!! Женюсь!!!
— Но учтите, дорогой друг, — звучит охлаждающий голос сотрудника, — показатель интеллекта — единица — это не так уж много. Она в анкете в каждом слове сделала в среднем по две грамматические ошибки, по всем тестам чистый ноль… Вы знаете, что она здесь отмочила? Вспомнить смешно… В общем, я бы на вашем месте крепко подумал… Хотя, впрочем, если вы уверены, что это именно то, что вы хотели…
— Да, ни в чем я не уверен! Хочется, чтобы была и умна и красива, в общем, …самая лучшая!
Теперь уместно выйти ненадолго из брачной конторы, чтобы разобраться, какое отношение все это имеет к формированию производственной программы предприятия. Оказывается, те, кто ее составляет, довольно часто попадают в положение клиента брачной конторы. Дело в том, что оценка работы предприятия, как уже упоминалось, ведется по целому ряду технико-экономических показателей. Это и объем реализованной продукции, и расходование фонда зарплаты, и прибыль, и многое иное. По всем этим параметрам вышестоящая организация устанавливает плановый уровень, или, проще, «предельную цифру», которая должна быть достигнута. За выполнение и перевыполнение плана, за достижение этих цифр предприятие стимулируется, и когда решается вопрос — как скомплектовать наилучшую производственную программу, то в первую очередь определяют, по каким показателям она должна быть наилучшей. Ведь они, в общем, различны и даже противоречивы. Например, увеличение объема продукции ведет к увеличению расходования фонда зарплаты, а его желательно минимизировать. Объем реализации продукции и прибыль тоже не очень дружны: для увеличения первого показателя предприятию выгодно производить дорогие изделия, в которые входят дорогие покупные узлы, детали, материалы, а для увеличения прибыли выгодно производить изделия, цена на которые значительно превышает себестоимость. Вот и приходится ломать голову над тем, что такое наилучшая производственная программа, при которой достигается максимум прибыли, минимальный расход фонда зарплаты или максимальный объем реализованной продукции.
Надо заметить, что существует еще ряд неформальных характеристик заказов, которые вообще, кроме экспертов предприятия, никто оценить не может. И здесь, составляя производственную программу, экономисты и оказываются в положении жениха в брачной конторе.
Итак, перед женихом, недоумевающим по поводу своих желаний, неизменно приветливый сотрудник и пространство параметров.
— Я, — начинает сотрудник, — если не возражаете, задам вам несколько вопросов. Первый: какое качество вы все-таки предпочитаете, ум или красоту?
— Пожалуй, все-таки ум.
— Хорошо, а могли бы вы оценить минимальный балл по красоте, который бы вас устроил.
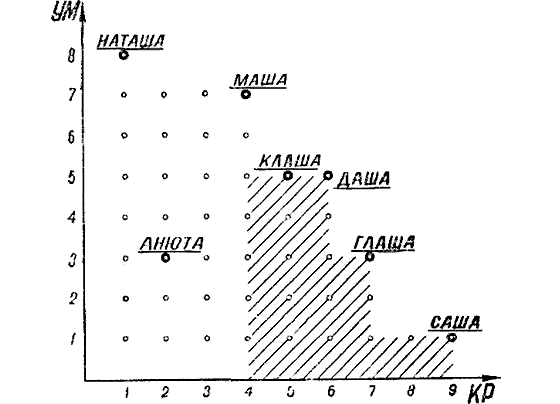
— Я, в общем, затрудняюсь, но пять, по-моему, вполне достаточно.
— Ну, вот и прекрасно, невеста найдена. Ее зовут Даша.
Поясним. Задача сотрудника конторы и жениха в новой формулировке звучит так: найти в допустимой области точку с максимальным баллом по интеллекту, у которой показатель красоты не менее пяти. На рисунке заштрихована та область, точки которой соответствуют нужному показателю красоты (рис. на стр. 122). Видно, что в этой области наивысшим показателем интеллекта обладают Клаша и Даша, но Даша на единицу красивее Клаши, ее и под венец.
Для производственной программы это означает, что из всех технико-экономических показателей выбирается один, наиболее важный в качестве критерия, а на остальные накладываются ограничения, и задача становится обычной однокритериальной задачей «линейного программирования».
Пусть наиболее важным показателем на предприятиях какой-либо отрасли является прибыль. Тогда критерием в задаче «линейного программирования» будет прибыль. А производственная программа предприятия будет формироваться так, чтобы прибыль была максимально возможной при заданных или принятых ограничениях на все другие параметры и показатели: ограничения на расход ресурсов, ограничения на объем реализации продукции, ограничения на расход фонда зарплаты и т. д. И тогда задача составления программы окажется довольно простой.
Но можно представить себе ситуацию, когда жених мог бы сказать сотруднику брачной конторы и «нет», и их диалог мог бы развиваться по-другому, например:
— Могли ли бы вы оценить минимальный балл по красоте, который бы вас устроил?
— Пожалуй, нет.
Сотрудник не обескуражен.
— Тогда, может быть, вы сможете дать хоть какую-нибудь количественную оценку своих желаний. Например, во сколько раз ум в женщинах привлекает вас больше, чем красота.
— Трудно сказать… Допустим, в два раза.
— Сейчас посмотрим. Ваша избранница, несомненно, Маша.
— А как вы это определили?
— Очень просто. Если в ваш критерий ум вносит в два раза больший вклад, чем красота, то критерий может быть в терминах «линейного программирования» сформилурован так: максимизировать 2 · УМ + 1 · КР.
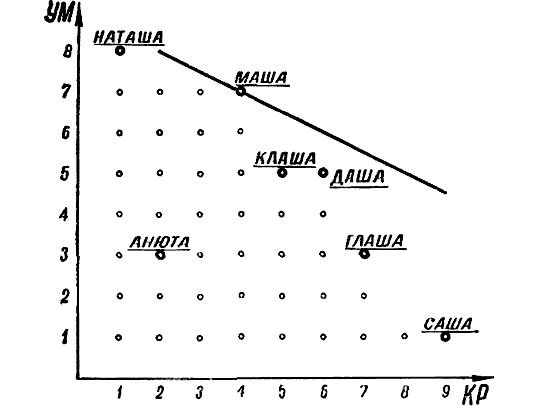
Методы «линейного программирования» позволяют определить оптимум. На рисунке слева видно, что это точка с параметрами Маши.
В решении задачи формирования производственной программы предприятия данный способ означает, что делается попытка выработать единый критерий, так или иначе отражающий все показатели работы предприятия. В качестве такого критерия может быть выбран объем отчислений в фонд экономического стимулирования предприятия, включающий премии. Он выражается в виде линейной функции от других показателей и аналогичен той функции, которая выражает желания жениха. Коэффициенты, показывающие вклад каждого показателя в функцию, определяются из соответствующих нормативных документов.
Недостатком такого способа определения критерия является то, что в нем трудно учесть те реакции вышестоящей организации на производственную программу предприятия, которые недостаточно полно формализованы и не закреплены в виде нормативных документов. К примеру, неизвестно, как отнесется эта вышестоящая инстанция к перерасходу фонда заработной платы при условии перевыполнения плана по дефицитной продукции: то ли просто укажут, то ли премию урежут… Поэтому иногда коэффициенты функции корректируются опытными заводскими экономистами, которые значительно достовернее могут оценить их, так как учитывают значительно больше факторов.
Перечисленные способы избавления задач от многокритериальности не единственные. Эта проблема настолько обширна, что для решения ее существует много разных других, и среди них способ так называемой «последовательной оптимизации». Впрочем, может оказаться непонятным, зачем этих способов решения так много. Нельзя ли найти один, наилучший и все многокритериальные задачи решать с его помощью? Или они все плохие?
Нет, вся беда в сложности проблемы. Идет ли речь о формировании производственной программы, о выборе невесты или об автоматизации конструирования технического устройства, ситуация, в общем, одна и та же: имеется много возможных вариантов решения — от нескольких десятков в брачном случае до невообразимого количества (практически бесконечного) в производственной программе. И каждый вариант характеризуется некоторым набором параметров, численные значения которых известны. Предполагается также, что есть человек — эксперт, который интуитивно может из двух произвольных вариантов определить лучший. Но просмотреть все их бесчисленное множество и из них выбрать лучший ему не под силу, не говоря уж о том, что ему не под силу составить эти варианты. И вот тут-то на помощь приходит математика. Она, правда, не может принимать решение за человека и определять, какой из всех вариантов наилучший. Но ею разработано несколько хороших приемов сокращения множества вариантов за счет отбрасывания бессмысленных и заведомо бесперспективных с точки зрения оптимальности. Эти приемы наглядно иллюстрируются в упомянутом пространстве параметров для объектов брачной конторы. Первый довольно понятный прием вытекает из следующего рассуждения. Как следует из рисунков, Анюта не может рассматриваться в качестве претендентки на невесту, так как есть Глаша, у которой параметр УМ такой же, как у Анюты, а параметр КР больше. Даже Клаше не повезло, так как у Даши при равном значении параметра УМ значение КР больше на единицу. Итак, ясно, что подавляющее большинство точек области, а именно все внутренние и некоторые граничные точки области можно не рассматривать. Оптимальными могут быть лишь крайние точки, которым соответствуют Наташа, Маша, Даша, Глаша и Саша.
Однако для задачи формирования производственной программы и крайних точек очень много. Поэтому разработаны также правила отбора оптимальных точек из множества крайних точек.
Решение многокритериальных задач — прекрасный пример, как математика помогает человеку справляться с трудными экономическими задачами. Но без электронных вычислительных машин говорить об этом нет никакого смысла. Только при наличии ЭВМ можно ставить такие сложные задачи и пытаться их решать. Как это будет протекать?
Можно представить себе такую картину. Человек сидит за терминалом — так называется выносной пульт ЭВМ — и рассматривает только что напечатанную таблицу, которая не что иное, как производственная программа со всеми технико-экономическими параметрами. Человек недовольно хмурится, бормочет что-то вроде: «А если поднажать по токарям…» — и печатает что-то на пишущей машинке. Сейчас же из алфавитно-цифрового печатающего устройства следует ответ с вариантом решения… И так до тех пор, пока человек не решит: «Ну это уже, кажется, можно показать людям!» Подобная картина не из далекого будущего; это реальность уже наших дней. Остался, правда, еще один вопрос, относящийся к многокритериальности. Ну а если эксперт не сможет количественно сформулировать своих желаний? Что, если наш жених на все настойчивые вопросы сотрудника брачного бюро не в состоянии сказать ни «да», ни «нет»?
Ответить на этот вопрос несложно. Если жених при этом продолжает настаивать на наилучшей невесте, то сотрудник конторы, несколько усталый, но все еще вежливый, предложит ему самому выбирать себе невесту, предложив данные всех сразу: Наташи, Маши, Даши, Глаши и Саши (то есть все множество крайних точек). У жениха (эксперта) есть один-единственный способ — он должен просмотреть все их данные сам и выбрать, по его мнению, наилучший вариант, даже не указывая способа оценки.
При формировании производственной программы ЭВМ также будет последовательно выдавать эксперту все множество крайних точек, чтобы он выбрал оптимальный вариант. Кстати, это множество крайних точек называется «оптимальным по Парето» (по имени ученого, который предложил эту методику выбора). Заметим, что количество таких вариантов может быть чрезвычайно велико. Но что же делать, если эксперт не хочет сообщить никакой информации о своем способе выбора? Ведь практически любая информация о предпочтении одного варианта перед другим может быть использована для построения метода автоматического отсечения бесперспективных вариантов. Но если экономист не хочет или не умеет высказать свои требования ЭВМ, то ему придется работать самому.
Стоит обсудить еще один, последний вопрос: есть ли шансы у Анюты выйти замуж?
Хотя ясно, что эта проблема больше демографическая, чем экономическая, тем не менее ее можно решать методами и этой науки. Шансы у Анюты, по-видимому, есть. Во-первых, рассматривалось пространство только для двух параметров. Если ввести в рассмотрение третий параметр, скажем доброту, то с учетом его Анюта может оказаться и крайней точкой, и оптимальной невестой. А во-вторых, при выборе подруги жизни оптимизационные методы пока не являются обязательными, чем эта область человеческой деятельности существенно отличается от экономики.
— Итак, производственная программа предприятия сформирована и известно, что надо выпускать и сколько. А когда выпускать — это, по-видимому, не очень сложная задача?
— К сожалению, это не так.
— Что вы имеете в виду?
— Трудности по составлению календарных межцеховых планов.
Конечно, в массовом производстве, когда в год выпускается 600 тысяч автомобилей, ясно, что в месяц их должно сходить с конвейера по 50 тысяч, а в квартал по 150 тысяч штук. Но вот большому приборостроительному заводу поручено изготовлять в год 600 видов измерительных приборов — от 100 штук до 10 тысяч штук каждого вида. Как поступить здесь? Выпускать в каждый месяц приборы всех видов или ежемесячно по 50 видов? А если судостроительный завод рассчитан на выпуск 12 судов в год, означает ли это, что каждый месяц он должен строить по одному судну?
Ответы на эти вопросы и составляют сущность межцехового планирования.
Календарное планирование вообще является ключевым и определяющим моментом в любой системе управления. Без его понимания трудно уяснить, откуда получается экономический эффект при внедрении АСУ. А ведь большая часть его приходит именно за счет внедрения оптимизационных методов в планирование и оперативное управление.
Итак, межцеховое планирование. Как правило, оно производится с точностью до месяца, то есть намечаются работы, которые данный цех должен делать каждый месяц. Реже составляются поквартальные планы, но методика планирования остается той же.
Среди многих факторов, определяющих тип производства, составители плана выделяют один, оказывающий решающее влияние на форму межцехового планирования. Это длительность производственного цикла изготовления каждого изделия, то есть время, необходимое для его изготовления. Оказывается, одно дело, если это время меньше месяца, и другое — если больше!
Если длительность производственного цикла меньше месяца, то цех можно рассматривать как уменьшенную копию всего предприятия, а составление его плана — как то же формирование производственной программы предприятия. В самом деле, имеется цех со своими ресурсами — оборудованием и рабочей силой. Из годовой производственной программы цеха, которая является частью производственной программы предприятия, необходимо выбрать такой набор деталей на каждый месяц, чтобы цех во все месяцы работал оптимально. Поскольку на изготовление каждого изделия необходим некоторый набор ресурсов, то фактически встает все та же рассмотренная уже задача: подобрать оптимальную «смесь» изделий. Если рассмотреть уже упоминавшееся приборостроительное предприятие, то схема решения задачи межцехового планирования будет такая.
Сначала по каждому из 600 видов приборов определяется, в каком цехе какой вид изготавливается, то есть формируются годовые производственные программы цехов. Затем каждому цеху ставится задача «линейного программирования»: разбить годовую программу на месячные, с тем чтобы работа цеха была оптимальной. Ограничения при этом могут быть следующие: 1) сумма месячных выпусков цеха по каждому изделию должна быть не меньше, чем запланированный годовой выпуск; 2) потребность во всех видах ресурсов в каждый месяц не должна превышать имеющиеся мощности (это ограничение ведется по всем видам ресурсов: по рабочей силе, по лимитированным материалам, по заработной плате и т. д.).
Наиболее сложным вопросом является выбор критерия оптимальности. Что подразумевать под «оптимальной» работой? Чаще всего это требование равномерной загрузки оборудования или равномерной загрузки рабочей силы.
Следует пояснить союз «или».
Обычно на предприятии рабочих больше, чем станков. Рабочий работает восемь часов в сутки, а станок может и двадцать четыре. Было время, когда наши предприятия работали почти везде в три смены. Постепенно народное хозяйство крепло и насыщалось техникой, что привело к тому, что практически везде, кроме предприятий, на которых непрерывная работа диктуется технологическими особенностями, третья смена была ликвидирована. В дальнейшем на соотношение «оборудование — рабочая сила» оказал сильное влияние создавшийся и все увеличивающийся в промышленно развитых районах страны дефицит рабочей силы. В настоящее время подавляющее число предприятий имеет коэффициент сменности работы оборудования 1–1,5. Это означает, что почти все оборудование, кроме особо ценного, работает в одну смену. Это также означает, что, не будь дефицита рабочей силы, предприятие свободно могло бы увеличить свои производственные мощности. И это означает, кроме того, что лимитирующим ресурсом, как правило, является не оборудование, а рабочая сила. Следовательно, требуется равномерно, то есть каждый месяц одинаково, загрузить рабочую силу. А поскольку за год загрузка равна максимуму того, что рабочие могут сделать (так сформирована производственная программа предприятия), то значит, что и каждый месяц она должна быть максимальна. А может она быть не максимальной? Ну конечно. Например, все из-за той же непропорциональности потребных и наличных ресурсов. Скажем, для изготовления партии приборов требуется десять слесарей и десять наладчиков, а в цехе работают двенадцать слесарей и восемь наладчиков. Изменить же это соотношение невозможно, поскольку производственные мощности предприятия складываются годами. Значит, каждую новую производственную программу необходимо приспосабливать к структуре производственных мощностей. Вот тут-то и пригодятся возможности задачи «линейного программирования» по составлению оптимальных «смесей» из различных изделий.
Иногда вместо равномерной загрузки рабочей силы предлагаются другие критерии для межцехового планирования, скажем, равномерность выпуска продукции в стоимостном выражении, максимальное укрупнение партий и пр.
Возникает вопрос: почему в этой задаче много критериев? Ведь, кажется, главной целью межцехового планирования должно быть обеспечение достижения цели предприятием. А раз цель одна, то и критерий вроде бы должен быть один.
Видимое противоречие здесь объясняется некоторой путаницей между понятиями «цель» и «критерий». Основная цель предприятия — производственная программа — должна выполняться безусловно. Но учитывая, что вариантов выполнения ее много, возникает вопрос о выборе наилучшего. А по какому признаку оценивать? Что считать критерием? Вроде бы, бесспорно, себестоимость! Но на себестоимость влияет много факторов: это и равномерность загрузки рабочей силы, и серийность, и т. д. Вот один из них, вносящий максимальный вклад в себестоимость, и следует оптимизировать.
Надо заметить, что все эти вопросы возникают исключительно при автоматизации, с внедрением АСУ. Обычно межцеховое планирование, так же как и формирование производственной программы, настолько трудоемко, что без помощи ЭВМ удается составить один-два варианта по простым практическим правилам. Применение же ЭВМ не только позволяет составить множество вариантов и выбрать из них лучший, то есть взять на вооружение оптимизационный метод, но и заставляет глубже исследовать экономические процессы, понять и разрешить многие проблемы управления предприятием.
На этом, пожалуй, можно и окончить, впрочем, далеко не полный перечень трудностей, которые возникают при автоматизации межцехового планирования.
— Фактически речь идет о составлении производственной программы для каждого цеха, почему же этот вид планирования называется «межцеховым»?
— Когда длительность цикла изготовления изделия меньше месяца, название «межцеховое планирование» в действительности носит чисто символический характер. Оно скорее обозначает тот уровень, на котором составляется план.
На предприятиях, как уже говорилось, существует три уровня планирования: общезаводской, межцеховой и внутрицеховой. Межцеховой уровень полностью называется «распределением производственной программы предприятия по плановым периодам» и под этим названием в основном и фигурирует.
Межцеховое планирование выполняет две функции. Во-первых, оно необходимо как некоторая укрупненная программа действий, устойчивая к мелким нарушениям хода производства. Во-вторых, это план координации работы цехов по выпуску сложной продукции.
Когда цех выпускает простые изделия, имеющие короткие циклы изготовления, то межцеховая кооперация незначительна, и вторая функция межцехового планирования — координационная — несущественна. По она становится определяющей, когда цикл изготовления увеличивается и значительно превышает месяц. Сложные изделия, состоящие из большого количества деталей, в этом случае подвергаются разнообразной обработке и поэтому «гуляют» по цехам предприятия. Допустим, необходимо собрать самолет. Длительность цикла изготовления такого сложного изделия может превышать полгода. Это означает, что если требуется выпустить машину в небо в июле, то заготовки для первых деталей надо иметь уже в январе. А сколько дел необходимо сделать перед началом заготовительных операций! И все это надо спланировать, указать, в каком цехе что и когда сделать, когда и куда доставить, чтобы все своевременно было на сборке. В этом случае межцеховое планирование является наиболее важным фактором управления на предприятии.
На отсутствие опыта в планировании на таком уровне трудно пожаловаться: в наши дни систем межцехового планирования существует значительно больше, чем предприятий, а соответствующей литературой можно было бы, пожалуй, оклеить земной шар, и, возможно, даже неоднократно. Чем же объяснить такое изобилие?
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Больше, чем просто машина
Больше, чем просто машина До сих пор среди отечественных историков автомобильной техники об этом автомобиле бытует несколько легкомысленное мнение: мол, машина эта иностранная, а стало быть, к истории отечественного автопрома отношения не имеет. И хотя формально
ЧТОБ СТАЛО БОЛЬШЕ БУМАГИ
ЧТОБ СТАЛО БОЛЬШЕ БУМАГИ Наша страна — самая читающая в мире. Миллионными тиражами печатаются газеты и журналы, больше, чем в любом другом государстве, издается книг. И тем не менее далеко не всегда удается приобрести нужную литературу, выписать то или иное издание. . .
Что лучше: трубка или лента!?
Что лучше: трубка или лента!? Нам нужно не только, чтобы газы давили на снаряд в стволе все время; нужно еще, чтобы газы давили все время, по возможности, с одинаковой силой.Казалось бы, для этого достаточно получить равномерный приток газов: тогда и давление будет держаться
11 Специальное — лучше универсального
11 Специальное — лучше универсального
ЧТО ЖЕ ЛУЧШЕ?
ЧТО ЖЕ ЛУЧШЕ? Мы рассмотрели несколько способов получения электроэнергии, которые могут найти применение для космической станции. В табл. 4[31, 32] приведены некоторые параметры различных источников тока. Разумеется, приведенные цифры нельзя считать окончательными, так как
Оставь свой шнапс, Хайди, я лучше выпью сидра с розе Mercedes A 250 AMG
Оставь свой шнапс, Хайди, я лучше выпью сидра с розе Mercedes A 250 AMG Когда мой отец заявил, что обручился с девушкой из соседней деревни, его родители были в ужасе. «Что не так с девушками из нашей деревни?!» – кричали они.Психологи не называют такое ограниченное мышление