3.4.2. Соединение проводов и грозозащитных тросов
3.4.2. Соединение проводов и грозозащитных тросов
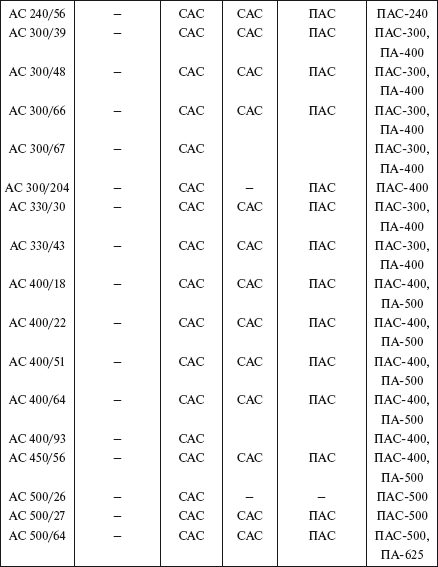
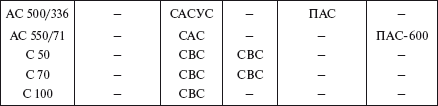
Соединение сталеалюминиевых проводов и грозозащитных тросов производят одновременно с их раскаткой. Способы соединения сталеалюминиевых проводов и грозозащитных тросов ВЛ приведены в табл. 3.21.
Таблица 3.21
Типы соединительных зажимов и термитных патронов в зависимости от способа соединения
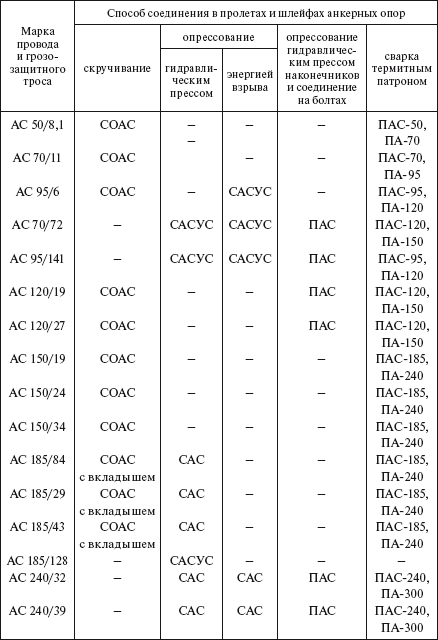
Примечание. Допускается соединение сталеалюминиевых проводов сечением до 185 мм2 в пролетах методом скручивания с последующей сваркой выпущенных концов, а сечением 240 мм2 и выше в шлейфах анкерных опор – сваркой концов проводов с последующим опрессованием алюминиевых корпусов зажимов гидравлическими прессами.
Перед соединением проводов важное значение имеет подготовка проводов и арматуры к соединению. Подготовка к соединению заключается в основном в очистке провода и арматуры от грязи, удалении оксида алюминия и смазки соединяемых концов. Подготовка должна производиться очень быстро, так как алюминий быстро окисляется.
Соединение проводов методом скручивания. Подготовленные соединяемые концы проводов с двух сторон внахлестку вводят в овальный соединительный зажим типа СОАС. На выступающие концы накладывают бандажи и устанавливают зажим в приспособление МИ-189А для проводов сечением до 35 мм2 или в приспособление МИ-230А для проводов сечением от 50 до 185 мм2. Число оборотов должно быть не менее четырех. При соединении проводов марки АС 185 между ними вставляют вкладыш.
Соединение проводов опрессованием выполняют поэтапно. Перед опрессованием выправляют концы проводов и накладывают первый бандаж из проволоки. Концы проводов обрезают. Затем накладывают второй бандаж на расстоянии 115 мм от конца на проводах от АС 185/24 до АС 330/43 и 125 мм – на проводах от АС 330/66 и выше. Для проводов АС 400/18 и АС 400/22 это расстояние также равно 115 мм. На расстоянии 5 мм от второго бандажа удаляют алюминиевые жилы, не допуская при этом повреждения стального сердечника. Свободный конец стального сердечника промывают бензином. На один конец стального сердечника надевают стальной сердечник зажима. Второй конец сердечника провода вводят в сердечник зажима с другой стороны, так чтобы проволоки второго конца проходили между проволоками первого сердечника и выходили с другой стороны на 10–15 мм с каждой стороны. Опрессовку стального сердечника зажима производят по всей длине от середины к концам, перекрывая предыдущее место опрессовки не менее чем на 5 мм. На очищенную поверхность алюминиевой части провода и сердечник зажима надвигают корпус зажима и опрессовывают его от середины к концам, перекрывая предыдущий сжим не менее чем на 5 мм. Провода соединяют с помощью зажима САС.
Соединения проводов в шлейфах выполняют петлевыми переходными зажимами типа ПАС или сваркой термитным патроном. При этом концы проводов опрессовывают лапками зажимов, а зажимы соединяют болтами. При переходе с одной марки проводов на другую в шлейфах анкерных опор устанавливают петлевые переходные прессуемые зажимы типа ПП. Опрессование лапок зажима производят приспособлением типа МИ.
Соединение грозозащитных тросов осуществляют с помощью соединительных зажимов типа СВС.
Использование энергии взрыва. Этот метод применяется для опрессования соединительных, шлейфовых, натяжных, ответвительных и ремонтных зажимов при соединении сталеалюминиевых проводов АС 240 – АС 500, АС 70/72, а также при соединении стальных канатов грозозащитных тросов С 50 и С 70. При этом опрессование стального сердечника и алюминиевой оболочки провода осуществляют за один раз. Соединение взрывом может выполняться на высоте. Опрессование взрывом может производиться только при наличии разрешения на право производства взрывных работ. Подготовку провода и монтаж зажимов при этом производят по технологии, аналогичной для опрессования гидравлическим способом.
Соединение проводов взрывом производят в соответствии с Технологическими правилами по производству работ при опрессовке проводов с использованием энергии взрыва.
Соединение проводов сваркой термитными патронами применяют при соединении проводов в шлейфах анкерных опор. Термитные патроны выпускаются двух типов: ПАС и ПА. Патроны ПАС состоят из стальной трубки, на которой запрессована термитная шашка, и алю – миниевого вкладыша. Сбоку на шашке наносят красную метку. Патроны типа ПА состоят из трубки с надетой на нее термитной шашкой с вертикальным отверстием и колпачков или втулок, надеваемых на свариваемые провода. Соединение сталеалюминиевых проводов сваркой производят в соответствии с Типовой инструкцией по сварке неизолированных проводов с помощью термитных патронов.
Опрессование натяжных зажимов типа НАС. Перед опрессовкой петлевой части, анкера и линейной части натяжного зажима производится тщательная подготовка проводов. Концы соединяемых проводов промывают бензином на длину запрессовки в зажиме, протирают и наносят защитную смазку, после чего провод зачищают металлической щеткой до блеска. При опрессовании места опрессовки перекрываются следующим обжимом не менее чем на 5 мм.
При сооружении ВЛ в пролетах, пересекающих инженерные сооружения, допускается одно соединение на провод (трос) в следующих случаях: сталеалюминиевый провод сечением 240 мм2 с отношением алюминиевых проволок к стальным А: С > 4,29; если отношение А: С > 1,46 – при любом сечении провода; при расщепленной фазе из трех сталеалюминиевых проводов с отношением А: С > 4,29 – сечением 150 мм2 и выше; в стальных канатах грозозащищенных тросов сечением 120 мм2 и более.
Опрессовку зажимов, термосварку проводов и грозозащитных тросов следует вести в соответствии с технологическими картами К-5-24 института «Оргэнергострой».
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Расположение проводов и тросов и расстояния между ними
Расположение проводов и тросов и расстояния между ними Вопрос. Какое расположение проводов может применяться на ВЛ?Ответ. Может применяться любое расположение проводов на опоре: горизонтальное, вертикальное, смешанное. На ВЛ напряжением 35 кВ и выше с расположением
Соединение деревянных деталей с помощью клея
Соединение деревянных деталей с помощью клея Без клея практически невозможно обойтись при соединении деталей. При склеивании древесины используют клей, который должен быть прозрачным, светлым, не изменять цвет древесины, не слишком быстро схватываться, чтобы можно было
Соединение стальных труб
Соединение стальных труб Наиболее часто для сооружения различных трубопроводов используют стальные трубы. Соединение отдельных отрезков стальных труб можно производить на резьбе с помощью фитингов, на фланцах или сваркой.Наиболее приемлемый для домашних условий
Соединение чугунных раструбных труб
Соединение чугунных раструбных труб Для начала немного о самих чугунных раструбных трубах. Чугунные трубы применяются не только для прокладки системы канализации, но и для сооружения наружной сети водопровода.Трубы отливают из серого чугуна. Металл труб на изломе
Соединение пластмассовых труб
Соединение пластмассовых труб При сооружении канализационных трубопроводов очень часто используют трубы из пластмассы: полиэтилена (ЛИП), полипропилена (ПП) или непластифицированного поливинилхлорида (ПВХ).При отборе пластмассовых труб (и фасонных частей к ним) для
Соединение металлополимерных труб
Соединение металлополимерных труб Эти трубы были разработаны не очень давно и имеют много положительных свойств. Они устойчивы к коррозии, химически нейтральны, в них не накапливаются отложения. К тому же они легко гнутся вручную и без труда огибают даже выступы стен.
Соединение керамических труб
Соединение керамических труб В некоторых случаях для сооружения наружных сетей канализации и водопровода используются керамические раструбные трубы (а также бетонные и асбестоцементные, правда значительно реже).Раструбные соединения таких труб производятся
Соединение труб на фитингах и муфтами
Соединение труб на фитингах и муфтами Соединение на фитингах используется для труб с резьбой на концах. При этом применяются фитинги – фасонные соединительные части, которые изготовляются из ковкого чугуна, стали, пластмассы. Их использование дает возможность
Соединение деревянных деталей с помощью клея
Соединение деревянных деталей с помощью клея Без клея практически невозможно обойтись при соединении деталей. При склеивании древесины используют клей, который должен быть прозрачным, светлым, не изменять цвет древесины, не слишком быстро схватываться, чтобы можно было
1.5.10. Выбор и соединение оборудования видеовыхода
1.5.10. Выбор и соединение оборудования видеовыхода Во всех аналогичных (рассматриваемому) устройствах имеется по 2 видеовыхода: выход PAL/NTSC BNC (1.0VP-P, 75 Ом) и выход VGA. При использовании ЭЛТ-мониторов (старого образца – с электронно-лучевой трубкой), надо обращать внимание на
Соединение с платой УРР
Соединение с платой УРР Плата УРР имеет 9 отверстий под пайку, соединяющих ИС 74LS373 и 7448 для подключения схемы интерфейса (см. рис. 7.8). Восемь шин представляют 2 четырехбитных двоично-десятичных кода, девятая шина – земляная. Имеется контактная площадка красного светодиода.
Расположение проводов, тросов и расстояния между ними
Расположение проводов, тросов и расстояния между ними Вопрос 305. Какое расположение проводов может применяться на ВЛ?Ответ. Может применяться любое расположение проводов на опоре: горизонтальное, вертикальное, смешанное. На ВЛ 35 кВ и выше с расположением проводов в
3.4. монтаж проводов и грозозащитных тросов
3.4. монтаж проводов и грозозащитных тросов Основным документом, по которому осуществляется монтаж проводов и грозозащитных тросов, является проект производства работ. Для выполнения основной операции при монтаже проводов – навески на опоры проводов – выполняется ряд
3.4.1. Раскатка проводов
3.4.1. Раскатка проводов Раскатка проводов производится после подписания акта, подтверждающего окончание работ по установке и выверке опор и ликвидации недоделок на опорах и оттяжках.Главная задача при раскатке проводов – обеспечить сохранность проводов и оцинковки
3.4.3. Натяжение проводов и тросов
3.4.3. Натяжение проводов и тросов После окончания работ по раскатке и соединению проводов производят их подъем на опоры для визирования и окончательного закрепления. Натяжение может осуществляться отдельно каждого провода или одновременно двух или трех проводов через
5.3. ПРИСПОСОБЛЕНИЯ И ОСНАСТКА ДЛЯ МОНТАЖА ПРОВОДОВ И МОЛНИЕЗАЩИТНЫХ ТРОСОВ
5.3. ПРИСПОСОБЛЕНИЯ И ОСНАСТКА ДЛЯ МОНТАЖА ПРОВОДОВ И МОЛНИЕЗАЩИТНЫХ ТРОСОВ 5.3.1. Прессы и приспособления для разрезки проводов Электрогидравлический пресс обжимной с набором матриц RGC-200MX может использоваться как многофункциональный электрогидравлический инструмент