5.6.3. Газовая сварка
5.6.3. Газовая сварка
При сварке стальных деталей используют присадочную проволоку Св-08, Св-08А, Св-12ГС в виде прутков длиной 0,8 м. При сварке стальных деталей пропан-бутан-кислородным пламенем применяют проволоку Св-12ГС и Св-08Г2С с повышенным содержанием углерода и раскисляющих элементов (марганца и кремния). Для сварки чугунных деталей пользуются чугунными прутками диаметром 8, 10, 12 и 16 мм. При низкотемпературной сварке применяют чугунные прутки марки НЧ диаметром 6 и 8 мм.
При газовой сварке алюминиевых сплавов используют присадочные прутки того же состава, что и состав свариваемого металла.
Технические свойства газов, применяемых при сварке и резке, приведены в табл. 5.67, а технические характеристики резаков, горелок сварочных и газовых редукторов – в табл. 5.68—5.70.
Таблица 5.67
Газы для сварки, наплавки и резки
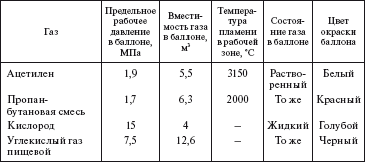
Примечание. Масса одного цельнотянутого баллона без газа – 67 кг.
Таблица 5.68
Резаки
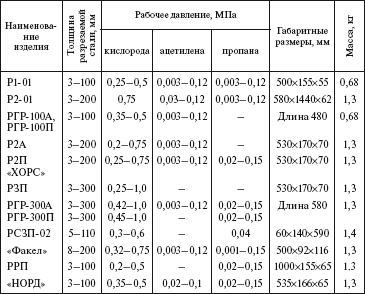
Таблица 5.69
Горелки сварочные
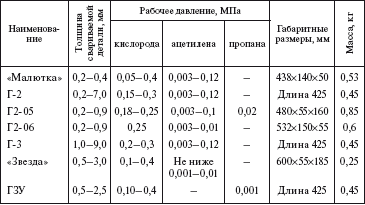
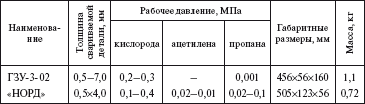
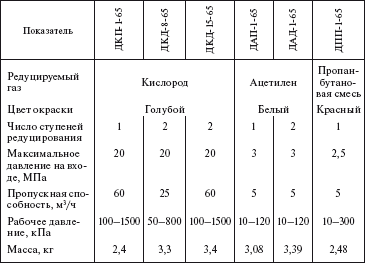
Таблица 5.70
Газовые редукторы
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Сварка по-дамасски
Сварка по-дамасски При изготовлении булата и дамасской стали большую роль играли процессы диффузии (перемещения) углерода из жидких, полужидких или твердых масс высокоуглеродистой стали в частицы малоуглеродистого железа, обеспечивающие сварку этих разнородных
7.2. ЭЛЕКТРИЧЕСКАЯ СВАРКА
7.2. ЭЛЕКТРИЧЕСКАЯ СВАРКА 7.2.1. ЭЛЕКТРИЧЕСКАЯ ДУГОВАЯ СВАРКА Электрическая дуговая сварка была изобретена в России. Н.Н. Бенардос 6 июля 1885 г. подал заявку и получил привилегию Департамента торговли и мануфактур № 11982 (1886 г.) на способ «соединения и разъединения металлов
Узелков Борис
Просмотр ограничен
Смотрите доступные для ознакомления главы 👉