3.3.1. Технология бронзового литья в Сиаме (Таиланд), Китае и Египте
В этой технике использовали различные материалы для создания скульптуры – камень (в том числе, драгоценные и полудрагоценные камни), дерево, глину, кость, но излюбленным материалом, начиная с эпохи Сукотаи и вплоть до наших дней, стала бронза. Тайское название бронзы – самрит – это лишь достаточно общее название наиболее часто встречающихся сплавов. То, что приблизительно соответствует западному понятию «бронза» – сплав темного цвета, поддающийся хорошей полировке, – имеет здесь в своей основе 75–80 % меди; к ней добавляют олово, свинец и иногда – в небольших количествах – железо, ртуть, цинк, серебро, порой даже золото. В старых текстах упоминаются разные виды сплавов, насчитывающие от пяти до девяти компонентов. Однако на практике пропорции и состав редко соблюдались. Начиная с XV–XVI вв. используется латунь (сплав меди и цинка).
Как и повсюду в Юго-Восточной Азии, в Сиаме практически всегда использовалась техника «утраченной восковой модели» [65] (с очень незначительными модификациями она применяется здесь и в наши дни).
Сначала из глины изготавливают приблизительную модель будущей скульптуры. Глиняная сердцевина сохраняется в скульптурах почти всегда, за исключением самых маленьких статуэток. Если речь идет о скульптуре больших размеров (свыше 1,5 м), то туловище, конечности, голову и прочие крупные детали отливают отдельно, а потом уже соединяют.
Высохшую и затвердевшую сердцевину покрывают ровным тонким слоем смеси пчелиного воска с древесной смолой, и по восковой поверхности мастер прорабатывает все мельчайшие детали будущей скульптуры: черты лица, складки и элементы одежды, декоративные мотивы. Именно на этом этапе проявляется профессиональный уровень мастера, приверженность его тому или иному стилю. Толщина восковой обмазки соответствует толщине стенок будущей скульптуры. По низу постамента укрепляются литники, через которые расплавленный металл будет заливаться внутрь, занимая место вытекшего воска. При отливке крупных скульптур литники устанавливают и на спине, и на предплечьях для более равномерного распределения металла. У сидящих фигур часто можно увидеть сохранившиеся литники – они напоминают ножки пьедестала. Особенно это характерно для скульптур Крайнего Севера.
Поверх восковой поверхности наносят многослойное глиняное покрытие, что и составляет, по сути, литейную форму. Наиболее ответственный слой – тот, который примыкает непосредственно к восковому: он не только должен идеально повторять все тончайшие детали и изгибы восковой поверхности, но и на всем ее протяжении быть одинаковой толщины. В этих трех внутренних слоях формы недопустимы никакие шероховатости, пустоты и прочие дефекты – ведь все это будет потом повторено в металле. Поверх слоев из тонкой глины накладывают несколько слоев из глины более грубого качества, смешанной с песком. Далее для большей устойчивости и прочности заготовку оплетают по всему объему своеобразной металлической сеткой, наносят еще несколько слоев глиняной обмазки, а затем это довольно-таки бесформенное и массивное сооружение оставляют в тени для окончательного просушивания.
Скульптуры среднего размера помещают в печи для литья по несколько штук одновременно. Для очень крупных скульптур сооружают специальные индивидуальные печи. Если форма со скульптурой небольшого размера, то ее сначала устанавливают в нормальном положении, литниками вниз; когда весь воск вытечет, форму перевернут вверх ногами и, через оказавшиеся наверху литники, будут заливать металл. Тяжелые и малоподъемные формы устанавливают на решетку над огнем сразу «вверх ногами» – для этого с противоположной стороны формы приходится проделывать отверстие для вытекания жидкого воска.
В больших глиняных тиглях подготавливают металл для отливки. Сами компоненты сплава были всегда исключительно чистыми, без примесей. Однако помимо чистых слитков, в раскаленные тигли по ходу плавки дополнительно бросались захваченные трофеи, поврежденные старые статуэтки и их фрагменты, а также приношения местных жителей, движимых благочестивыми побуждениями, – домашняя ритуальная утварь, украшения, монеты. Тем самым состав сплава варьировался от тигля к тиглю. Поэтому в процессе одного и того же сеанса литья разные скульптуры, отливавшиеся в одной печи, или даже части одной скульптуры большого размера могут различаться по своему составу.
Отлитая «запакованная» скульптура остывает; затем молотком разбивают форму, освобождая готовое изображение. Даже при самых совершенных условиях литья неизбежно наличие мелких технологических погрешностей, и любая отлитая вещь нуждается в длительной завершающей обработке: удаляются литники, металлические заусеницы, заделываются все погрешности литья и пр. После окончания всех механических операций приступают к полировке изображения, а затем – к покрытию его позолотой. Однако золото, положенное непосредственно на металл, держится плохо и быстро стирается. Поэтому предварительно на поверхность скульптуры наносили грунт из нескольких слоев черного лака и только на него уже накладывали золото. Черный лак добывали из смолы дерева хак (Melannorrhae usitata). На Крайнем Севере его использовали не только в качестве грунта для позолоты, но и как самостоятельный художественный прием.
КИТАЙСКИЙ СПОСОБ ЛИТЬЯ ИЗ БРОНЗЫ
Рассмотрим один из вариантов способа получения формы с помощью восковой модели – древнекитайский [64, 26]. Он, кстати, претерпел наименее заметные изменения, иногда его используют и сегодня для получения некрупных художественных отливок в неразъемных формах.
По древнему способу, сначала готовили из глины или гипса стержень-болван, имевший грубо приближенное очертание будущего изделия (рис. 3.11, слева). Затем мастер-художник, в большинстве случаев он же литейщик, лепил на этом болване восковую модель изделия (рис. 3.11, справа). После этого, прикрепив к модели восковую литниковую систему, он приступал к изготовлению формы.

Рис. 3.11. Древнекитайский способ литья по восковым моделям [64, 26]: слева – глиняный или гипсовый стержень; справа – восковая модель
Формовочная смесь, разведенная до консистенции сметаны, наносилась тонкими слоями с промежуточной подсушкой на воздухе (сейчас слои наносят последовательно окунанием в жидкую композицию связующего с обсыпкой огнеупорным наполнителем, (см. ниже). После получения оболочки достаточной манипуляторной прочности ее можно обмазать глиной и всю форму прокалить для удаления восковой модели.
В некотором смысле аналог такого процесса существовал в глубокой древности, в частности в Египте. Техника его может быть расшифрована благодаря дошедшим до нас в большом количестве литым бронзовым предметам, найденным в Мемфисе и хранящимся в Каире в Египетском музее.
ЕГИПЕТСКИЙ МЕТОД ЛИТЬЯ ИЗ БРОНЗЫ
Отливке металлического предмета предшествовали несколько довольно сложных операций [65]. Прежде всего, необходима была модель из прочного материала (дерево, кость, камень, металл), копию которой должна была представлять отливка.
По этой модели изготавливали гипсовый негативный отпечаток-форму (пресс-форму по современной терминологии) следующим образом: на участок модели, с которого можно было снять кусок формы без разрушения, наносили слой гипса. По его краям вырезали замковые части-выемки для дальнейшего опознавания. После затвердевания гипса соседний участок, отвечающий тем же требованиям, покрывали таким же слоем гипса и на нем вырезали аналогичные выемки. В новых примыкающих кусках по этим выемкам формировали соответствующие им замковые выступы. Такой прием повторяли до тех пор, пока вся модель не была покрыта гипсом. После его затвердевания форму по частям снимали с модели. Части могли быть снова правильно собраны в форму без модели, благодаря совпадающим контурам их граней (рис. 3.12, а, б). Разборную форму использовали для изготовления одной или, при необходимости, нескольких одинаковых восковых моделей.
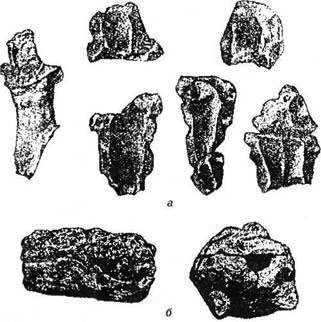
Рис. 3.12. Фрагменты гипсовых форм (а) и формы в собранном виде (б) для получения восковых моделей. Вторая половина I тыс. до н. э. Каир, Египетский музей. [65, 26]
Литые изделия могли быть сплошными или полыми. В первом случае в гипсовые формы целиком отливали восковую фигуру, являвшуюся копией твердой модели. Восковую модель с присоединенной литниковой системой из воска покрывали толстым слоем глины (видимо, последовательно, тонкими слоями). Воск вытапливали через отверстия, служившие и для заливки металла. Форму обжигали и заливали жидким металлом.
Для отливки полых предметов в гипсовую форму наливали порцию воска и, поворачивая форму, обеспечивали растекание и затвердевание его слоем необходимой толщины по всей ее внутренней поверхности. Формы, имеющие достаточно большие входные отверстия, можно было полностью заполнить воском и через некоторое время, достаточное для формирования корочки необходимой толщины, вылить его остаток. Толщина получившейся восковой корочки соответствовала толщине стенки будущей отливки. Внутреннюю полость восковой модели заполняли глиной и всю модель с присоединенной литниковой системой, так же как в первом случае, покрывали снаружи глиной. После выправления восковой модели и прокаливания формы ее заливали металлом. Когда глиняную форму разбивали, оставалась металлическая фигура с глиняным ядром-стержнем внутри. Ядро это могло быть удалено, но у большинства египетских бронзовых фигурок, отлитых этим же способом, например, оно оставалось внутри [65, 26].
Освоение производства более крупных пустотелых и относительно тонкостенных сложных по форме художественных отливок поставило перед литейщиками еще одну важную задачу – качественно заполнить форму металлом. Например, простейшие литниковые системы, показанные на рис. 3.1 не могут решить ее. Кроме того, не так просто до заливки металла полностью удалить из формы материал восковой модели. Остатки воска в форме могут служить источником дефектов в отливке.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.