2.2.2 Раскатные станы
Полученные на прошивных станах толстостенные трубные заготовки (гильзы) далее раскатывают в горячем состоянии на раскатных станах различной конструкции в тонкостенные трубы. Прокатка осуществляется на периодических, автоматических, непрерывных или трех валковых станах.
Периодический стан (пильгерстан) представляет собой нереверсивный двухвалковый стан. Валки его имеют круглый калибр переменного сечения (рисунок 17 б). Металл подается в валки навстречу их вращению. На этом стане производится прерывно – периодическая (пилигримовая) раскатка горячей гильзы в трубу на цилиндрической оправке. На рисунке 17 а дана схема процесса раскатки на этом стане при различных положениях 1, 2, 3, 4.
В процессе прокатки непрерывно чередуются прямой и обратный ход с периодическим поворачиванием гильзы вокруг своей оси. Деформация трубной заготовки (гильзы) осуществляется правой стороной калибра (рисунок 17 б), на поверхности которого имеются три участка б, с и д. На участке б происходит захват гильзы, на участке с обжатие ее; на обоих участках профиль и радиус ручья переменные. На участке д происходит раскатка трубы и сглаживание ее поверхности, на этом участке радиус ручья постоянный.
Левая часть валка с имеет меньший радиус. Труба на этом участке с валками не соприкасается (холостой участок), что дает возможность свободно перемещать ее в направлении подачи.
За каждый оборот валков прокатывается часть гильзы длиной от 8 до 30 мм в часть трубы длиной от 80 до 160 мм. Во время раскатки гильзы оправка нагревается до температуры свыше 300 оС, поэтому ее приходится сменять и охлаждать. По этой причине раскатку каждой гильзы производят на отдельной оправке. Задний конец гильзы на этих станах не докатывается и отрезается на пилах горячей резки.
На периодических станах получают трубы диаметром от 50 до 615 мм при длине от 10 до 30 м. Толщина стенки трубы от 2,5 до 8 мм. Производительность этих станов при диаметре трубы в 200 мм составляет до 1500 м за смену. Общая производительность их от 80 до 250 тыс. т в год. После раскатки на периодических станах трубы поступают на обкатный стан и далее на калибровочный стан с валками круглого калибра. В нем происходит калибровка труб по размерам (по диаметру), затем они передаются на правильный пресс, холодильник (для охлаждения), трубоотрезной станок для резки труб по длине, весы, контрольный пресс и далее на склад готовой продукции. Все это оборудование располагается последовательно по технологическому циклу в комплексную трубопрокатную установку по выпуску бесшовных труб различных размеров.
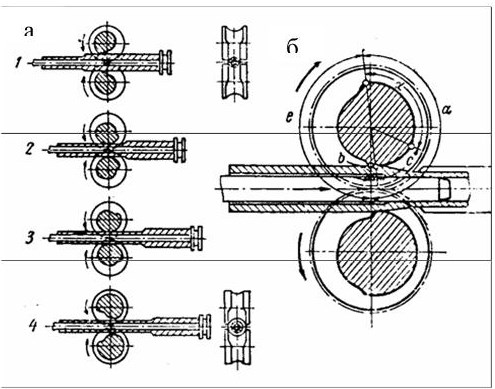
а – схема процесса прокатки; б – деформация гильзы правой стороной калибра
1, 2, 3, 4 – различные положения; б, с и д – три участка калибра
Рисунок 17 – Схема процесса и форма калибра валков для раскатки трубы на периодическом стане (пилыгрстане)
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.