Дамасская сталь и грузинский булат
Дамасская сталь и грузинский булат
Дамаск — древнейший город на Ближнем Востоке. По преданию, его именовали «четвертым раем». На рынках города продавалось лучшее оружие, чеканка, самые дорогие ткани, редкостные пряности. В 284–305 годах римский император Диоклетиан повелел построить в Дамаске оружейные заводы. Это были уже не первые кузницы, где выковывалась узорчатая сталь.
Поскольку в древности оружие из индийского и сиамского железа делалось и продавалось чаше всего на базаре в Дамаске, очень трудно выяснить, какой булат делали в Дамаске, а какой в Индии. П. П. Аносов и другие историки металлургии различают старую настоящую индийскую сталь, которую называют еще «Дамаск» или «чистый Дамаск», и новую — «наварной дамаск» или «дамасскую сталь». «Чистый дамаск», так же как индийский «вутц» и древнеперсидский «пулад», являйся литой сталью. Клинок изготовляли из цельного куска такой стали, полученного плавкой. Он имел естественные узоры. Сегодня булатом называют литую сталь, имеющую естественный узор. Только оружие, полученное путем ковки литой булатной стали (лепешки, или «вутца») и имеющее естественные узоры, обладало очень высокими механическими свойствами. Именно о нем складывались легенды.
В древности, конечно, не могли знать о химическом составе булата и не умели связывать строение стали с ее свойствами. Следовательно, объяснить, почему тем или иным свойствам соответствует определенная форма булатного узора, никто не мог. Этим пользовались древние мастера. Чтобы дороже продать клинок, они стремились искусственно воспроизвести на нем узоры, свойственные хорошему булату.
Искусственные способы воспроизведения узора появились, очевидно, вначале в Дамаске. В этом городе производились знаменитые узорчатые ткани, которые еще и сейчас известны под названием «Дамаск» (во Франции — дамасье, в Голландии — дамаст). Советский исследователь А. К. Антейн не исключает возможности, что искусственную узорчатую сталь называли «дамасской» из-за сходства рисунка поверхности клинков с узорами дамасских тканей. Это подтверждается тем, что на западе до сих пор слово «дамаск» трактуют как «цветастая», или «сталь с цветным узором». Термин «дамасская сталь» получил настолько широкое распространение, что им еще и в наше время иногда неправильно называют настоящие индийские булаты. Между тем искусственный узор дамасской стали отличить от естественного булатного сравнительно нетрудно. Рисунок на дамасской стали повторяется в соседних фрагментах, как на обоях, а линии узора короче и постоянны по толщине. Встречаются простые и сложные узоры. Последние представляют собой глазки или агатовидные фигуры, состоящие из ряда замкнутых концентрических линий, напоминающих лучшие сорта литого булата (фото 1).
Существовало много способов изготовления узорчатых клинков. Например, скручивали в виде каната полосы или куски проволоки, имеющие различное содержание углерода и потому разную твердость. Такая «плетенка» проковывалась, а точнее, сваривалась под молотом после нагревания. Поскольку куски были разного состава, на клинке при травлении проявлялся узор. Варьируя способы сплетения проволоки или полос, можно было получить различные узоры на поверхности клинка.
Оружие, приготовленное этим и подобными способами, и получило название «дамасская сталь», или «наварной дамаск». Последнее время «наварной дамаск» чаще всего называют сварочным булатом. Настоящий сварочный булат отличался особенно красивым, строго повторяющимся по длине клинка, цветным извилистым узором.
Есть предположение, что способ изготовления сварочного булата мог возникнуть случайно: из-за отсутствия нового материала мастера часто сваривали старые куски железа. Это со временем и могло привести к способу получения сварных клинков.
Изобретатели холодного оружия из сварочного булата быстро обнаружили, что, хотя его качество и уступает оружию из настоящего булата, но является несравненно более высоким, чем качество клинков из обычной стали. Поэтому ножи, кинжалы и сабли из сварочного булата также ценились очень высоко. Есть сведения, что в XVIII–XIX веках сабельный клинок из сварочной дамасской стали в Хоросане стоил огромных денег — 7000–8500 имперских талеров.
Некоторые способы изготовления клинков из сварочного булата появились еще в глубокой древности. Во всяком случае они восходят к эпохе поздней Римской империи. В 1859–1863 годах около селения Нидам (Дания) вблизи побережья Альзензунда в торфяниках были обнаружены три римских корабля с грузом. Корабли, очевидно, потерпели крушение во время бури. Два из них затонули, а третий сел на песчаную отмель. Среди корабельного груза оказалось свыше ста мечей, утварь и монеты. На мечах были обнаружены римские пометки, монеты оказались динарами, выпущенными в III веке.
Исследование металла клинков мечей показало, что они имеют структуру сварочного булата, изготовленного старинными способами «наварного Дамаска». Известны три разновидности этого способа, которые отличают по узорам на клинке: полосатый дамаск, наварной дамаск и цветочный дамаск. Цветочный называют также «розовым Дамаском».
Полосатый дамаск изготовляли простой сваркой разных по твердости стальных полос, наложенных друг на друга, причем полосы с большим содержанием углерода чередовались с полосами, содержащими очень мало углерода. Угловой дамаск делали следующим образом. Брали полосу полосатого Дамаска, нагревали и скручивали под молотом, после чего сплющивали и вновь вытягивали в полосу. К полученной полосе приваривали такую же полосу, но скрученную в противоположную сторону. В результате получали рисунок, напоминающий угольник или римскую букву V, посередине которой хорошо была видна осевая линия. Сваркой двух V-образных полос получали рисунок, напоминающий букву W. К методам получения розового Дамаска мы еще вернемся.
На проржавевших обломках найденных мечей обнаружили рисунки всех перечисленных видов сварочного Дамаска. Интересно, что после того, как сняли ржавчину и просмотрели структуру поперечного сечения мечей, обнаружили, что рисунок («дамасское переплетение») не проходит через всю массу металла. При исследовании прежде всего бросалась в глаза разница структуры дамаска на одной стороне клинка и на другой. После шлифовки, полировки и протравки кислотой поперечного сечения клинков на них появились темные прослойки — это были твердые куски стали с высоким содержанием углерода. Они были умышленно вварены в мягкую основу. Из этого следует, что при выработке мечей сначала ковался остов, а затем на него с двух сторон насаживались прокованные дамасские полосы.
Лезвия у мечей были гладкие, без рисунка, следовательно, они приваривались отдельно. На отдельных мечах лезвие представляло собой сваренные полоски углеродистой стали и Дамаска. Таким образом, все найденные мечи отличались по качеству и структуре (рисунку) железа, использованного для лезвия и тела меча.
Химическим анализом металла римских мечей обнаружено следующее содержание элементов в стали (в процентах): углерод — 0,6; кремний — 0,15; марганец — 0,363; фосфор — 0,054 и сера — 0,073. Содержание углерода от оси меча к лезвию увеличивалось.
Известны и другие способы приготовления сварочного булата. Один из них заключался в том, что полосу сваривали из 20 слоев более твердой и более мягкой стали, расположенных различным образом в зависимости от цели употребления изделия, после чего полосу перегибали и сваривали вторично 40 слоев, еще перегибали и сваривали 80 слоев, еще раз перегибали и сваривали 160 слоев, и еще раз перегибали и сваривали 320 слоев! После вытяжки из нее делали заготовки для клинка. Если такой клинок нагреть и быстро охладить, то более твердые стальные слои становятся отчетливо видны на поверхности мягкого железа, образуя характерный древовидный рисунок, Специальной ковкой, последующей шлифовкой и травкой добивались «коленчатого» узора.
В более поздние времена из сварочных булатов на Востоке особенно ценился амузгинский, представлявший собой крупнорисунчатую дамасскую сталь. Клинок изготовляли следующим образом. Брали три пластины: одну из среднеуглеродистой «крепкой» стали, так называемой «антушки», вторую — из низкоуглеродистой и «мягкой» стали («дугалалы») и третью — из высокоуглеродистой «очень крепкой» стали («альхана»). Из каждой пластины вначале выковывались тонкие полосы, после чего они сваривались. Обычно из сварочных полос выковывали четырехгранный стальной стержень, который затем вытягивался и уплощался. Из такой заготовки выходило два клинка.
Анализом способов изготовления клинков мечей из дамасской стали и узоров сварочного булата занимались многие известные металлурги у нас в стране и за рубежом. А. К. Антейн и А. Льестол (на которого Антейн ссылался в своей работе) провели широкое исследование узоров мечей из дамасской стали путем моделирования способа их приготовления на пластилине и пластинах из мягкой и твердой сталей.
Методика моделирования состоит в следующем: сначала берут три (или больше) стальные пластинки (черный пластилин), между ними прокладывают две железные пластинки (белый пластилин) такой же толщины. После этого с внешних сторон помещают две железные пластины потолще. Срезая лишний пластилин, блоку придают цилиндрическую форму и скручивают его несколько раз вокруг продольной оси. Разрезы на разных расстояниях от центра дают узоры различных видов.
Если такой крученый брусок разрезать по осевой линии, получается крестовидный узор; если разрезать ближе к краю — узор из косых линий. Из таких линий легко сделать V и W — образные узоры. Разрезы между указанными выше плоскостями дают промежуточные узоры. Один из промежуточных разрезов позволяет получить узор в виде розы: для этого сваривают два крученых прутика с полукруглыми узорами так, чтобы из двух полукругов разных прутиков получился один круг. Подобные узоры получены также на железе и стали методом ковки и скручивания (рис. 1).
Холодное оружие из дамасской стали, дошедшее до наших дней, свидетельствует о том, что в древности существовали два способа использования сварочного булата при изготовлении клинков. Первый состоял в том, что вся средняя часть клинка изготовлялась из сварочного булата, а к ней приваривалось лезвие из углеродистой стали (0,6–0,8 % углерода). При втором способе слой сварочного булата наваривался на основной металл клинка поверх дола. Клинки, сделанные по первому способу, старше. Они, как правило, относятся к IX–XI векам.
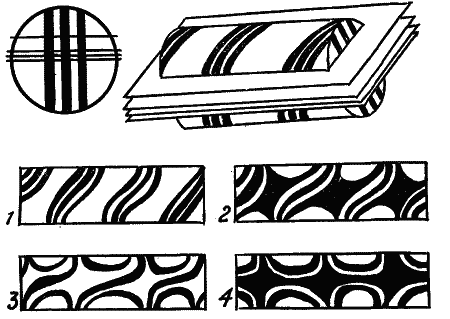
Рис. 1. Схема получения узоров сварочного булата на модели блока из трех пластин.
Вплоть до конца XIV века в Дамаске изготовляли лучшее оружие в мире. В 1370 году в Самарканде к власти пришел великий эмир Тимур. Для того чтобы упрочить свою власть и удержать феодалов и кочевую знать от внутренних мятежей и междоусобиц, он начал большие завоевательные войны. В начале XV века (1401 год) Тимур покорил Сирию и взял Дамаск. Город был сожжен, а мастера, владеющие искусством изготовления оружия, были увезены в Самарканд. В этот и другие города Средней Азии переселялись десятки тысяч ремесленников из завоеванных стран.
Чтобы подорвать военную мощь Золотой Орды, Тимур старался ликвидировать ее транзитную торговлю. Он разрушил такие большие города, как Сарай-Берке, Астрахань, Азов, а также Ургенч. В результате вся средиземноморско-азиатская торговля направлялась только по караванным путям, проходившим через Иран, Турцию, Армению, Грузию, Бухару, Самарканд. С этого времени начинается широкое распространение разнообразных способов изготовления сварочного булата в Средней Азии, на Кавказе и особенно в Турции.
Поскольку донские казаки постоянно участвовали в русско-турецких войнах, их оружие претерпевало «естественный» отбор: в их вооружении оказывались наиболее стойкие сабли и шашки. В джигитовках и состязаниях выявлялись не только боевые качества всадников, но и крепость булата. Советские металлурги О. Жолондковский и И. Ильчук пишут, что на Кубани и Тереке арсенал казаков представлял такую оригинальную мозаику, такую смесь оружия всех времен и стилей, что специалисты могли только диву даваться. Часть этого оружия из литого турецкого шама, дамасского сварочного булата и лучших сортов дамаскированной стали и ныне можно увидеть в Новочеркасском музее истории донского казачества и других музеях страны.
Основное количество сабель было отбито казаками у горцев. Это оружие изготовлено прославленными мастерами Кавказа — из местечка Кубачи, знаменитыми братьями-оружейниками Исди-Кардаш, кинжальных дел мастером Магометом Муртазалиевым.
Очень ценились уникальные шашки терс-маймуны и калдыны, называемые иногда волчками. Калдын — широкий почти прямой клинок с изображением волка на одной его стороне и круга с крестом — на другой. Терс-маймун очень похож на калдын, но бегущий зверь изображен схематично, а кресты на клинке дополняются лагинскими буквами NМ, обозначающими, по-видимому, либо название местности, либо имя изготовителя. Точных сведений о происхождении этих клинков до сих пор нет.
Лучшей на Кавказе считалась шашка гурда. С ней можно было вступать в бой с противником, закованным в латы. О сказочных качествах гурды красноречиво рассказывает старинная легенда: «Один горец научился ковать чудо-шашку. Но вот прослышал он, что живет на свете другой такой же мастер. Захотелось ему испытать, чей клинок крепче. Встретились кузнецы, выхватил шашки. «Смотри, «гурда», — крикнул первый, — и ударил по шашке соперника. Перерубил булат, а вместе с ним и мастера». Гурда до нас дошла лишь в отдельных экземплярах и сегодня является музейной редкостью.
Не меньшей славой пользовалось оружие старого Калмыцкого мастера Басалая и его многочисленных потомков в Дагестане. Изготовленные ими кинжалы так и назывались «басалаи». Утверждали, что их лезвием можно было высечь из камня искру, а потом побриться.
Необычный сварочный булат найден в прибалтийском бассейне. На лезвие средневековых мечей выводили не твердую стальную, а мягкую полоску железа и только после нее делали твердое острие. Долго металлурги не могли понять, зачем это делалось… Объяснение такой конструкции средневековых мечей дал профессор из Владимирского политехнического института Г. П. Иванов.
Однажды адмирал С. О. Макаров присутствовал на полигоне при испытании броневых плит, цементованых и закаленных по методу Гарвея. Плиты эти на поверхности имели большое содержание углерода, и после закалки поверхность плиты приобретала высокую твердость. Однако по мере углубления содержание углерода уменьшалось, и материал становился мягче и мягче.
При испытаниях по недосмотру одну из броневых плит установили к орудию обратной, мягкой стороной. Началась стрельба, и снаряды без труда пробивали плиту, считавшуюся неуязвимой. Случай этот произошел на глазах у многих специалистов, но правильный вывод сделал только адмирал Макаров.
«Если закаленную поверхность плиты легко пробить обратной стороны, — подумал адмирал, — то нельзя ли эту самую «изнанку» насадить на головную часть снаряда?» «Макаровские» мягкие колпачки на броневых снарядах насквозь прошивали гарвеевскую броню… Так для того ли, чтобы пробивать стальные латы противника древние кузнецы нашивали мягкую полоску стали на закаленное очень твердое лезвие средневекового меча?
Широко известен грузинский сварочный булат. По мнению П. П. Аносова, он близок к индийскому и дамасскому. Павел Петрович считал, что лучшие сварочные булаты делали в Индии, Турции, Сирии и Персии (Иране). Их, возможно, начинали готовить мастера, знакомые с выделкой настоящего литого булата. Традиции приготовления булата в Грузии были непосредственно связаны с производством оружия в Индии и странах Ближнего Востока.
Как уже было отмечено, холодное оружие делали главным образом в горной части Грузии, но сварочный булат умели делать лишь в нескольких городах. Оружие тифлисского производства славилось далеко за пределами Кавказа. Есть сведения, что в XVIII веке горским народам Кавказа и Ирана сабли и кинжалы поставлялись из Тифлиса. В XIX веке Тифлис продолжает оставаться центром изготовления оружия из сварочного булата. Это хорошо известно А. С. Пушкину, который писал, что тифлисское оружие дорого ценится на всем Востоке.
Десятилетия славилась своим булатом семья Элиазарошвили. Исследователь истории производства стали в Грузии К. К. Чолокашвили установил, «что эта семья секрет изготовления булата унаследовала от предков». Но собенно популярным был мастер булатного оружия Георгий Элиазарошвили, которого упоминает даже М. Ю. Лермонтов в одном из вариантов стихотворения «Поэт»:
В серебряных ножнах блистает мой кинжал,
Геурга старого изделье.
Булат его хранит таинственный закал,
Для нас давно утраченное зелье.
Сын Георгия — Карамон Элиазарошвили продолжил дело отца. Он знал, что в былые времена грузинские мастера изготовляли булатные клинки из индийского железа — вутца. Карамон объясняет: «Вутц — слиток стали в виде толстой лепешки. Одни полагали, что это смесь стали и железа, другие — железа и чистого графита, а третьи — что это «особая сталь».
Но вутца давным-давно нет, и Карамон Элиазарошвили делает булатное оружие из грузинских подков, опилок из турецкой стали, чугуна и полос сварочного железа. «Се же оружие из грузинского булата обладало столь высоким качеством, что при испытании клинков ими отсекали одним ударом голову быка или коровы.» Правда, как правильно заметил П. П. Аносов, для такой работы, кроме качества клинка, еще требовалась сила его обладателя…
Известный историк кавказских походов русский генерал В. Патто писал в XIX столетии: «Безусловно, русские кавалеристы за счет своей отваги и богатырской силы успешно противостоят восточным конникам, но крепость и острота ятаганов и шашек, сделанных из дамасской стали, значительно превосходят крепость сабель наших солдат. Для того чтобы успешно владеть настоящим булатным клинком, не нужна особая физическая сила он страшен даже в руках ребенка».
Итак, к началу XIX века русская армия, считавшая одной из сильнейших в мире, не имела на вооружении хороших клинков. Необходимо было обратить серьезное внимание на производство холодного оружия в России. Начальник оружейных заводов и министр финансов Е. Ф. Канкрин поручил организовать изготовление булатных клинков. Обратились к Элиазарошвили, искусство которого было широко известно. Сохранились сведения, что Карамон Элиазарошвили в 1828 году раскрыл рецепт изготовления грузинской сабельной стали. К. К. Чолокашвили нашел этот рецепт в старых «Актах Кавказской архивной компании». Позволю себе привести его целиком — из этого описания даже неспециалисту ясно, как непрост был метод.
«Для одной сабли или шашки взять 5 фунтов полосового железа, положить в кузнечный горн, в котором довести его до такой степени (т. е. раскалить), чтобы можно было разрубить на три части по длине полосы, после чего перерубить каждую часть на два куска, из чего образуется 6 равных частей, длиною каждая в четверть аршина. Потом взять два фунта стали, вываренной и, сырцовой, положить также в ковш, раскалив ее так, что бы можно было разрубить оную на три части по длине полосы, равные по величине железным частям.
Затем, взяв два куска означенного выше железа, вложив в них один кусок прописанной стали, сварить песком и обыкновенным порядком тоже с прочими железными частями и сталью. Когда таким образом железо со сталью сварено, должно выковать сваренный кусок длиною вдвое, т. е. в пол-аршина, шириною в три четверти вершка и толщиною в одну восьмую вершка. Потом каждый сей кусок, раскалив в горне, обсыпать сверху и снизу посредством железной лопатки, толченым чугуном (который должен быть приготовлен наперед подобно песку). Всего же потребно чугуна из 6 кусков, означеного выше железа один фунт. После сего выковать вновь каждый кусок вдвое, т. е. в один аршин длиною, шириною в полвершка. Окончив, согнуть каждый кусок 5 раз взяв оные в клещи, сварить вместе в горне с песком; потом, вытянув посредством кожи из сего материала прут длиною в пол-аршина, перерубить на две части, сварить оный с песком и, вытянув из него вновь пол-аршина, перерубить пополам. После сего вложить в середину оных полуфунтовую полосу стали, длиною и шириною подобно сим кускам перерубленного железа, сварить с песком вместе, выковать полосу, подобную сабле, но, однако, короче двумя вершками. Сию полосу должно насечь зубилом с обеих сторон, подобно крупному напильнику, потом насечку сию сточить или спилить и тогда вытянуть о произволу саблю или шашку, после чего положить в клинок, а через четверть часа, вынув и вычистив в одном каком-нибудь месте пыль, смотреть, если струя на нем кажется хороша или по желанию, тогда вычистить тем же самым из пыли порошком и употреблять».
Известно, что в 30-е годы XIX века в Тифлис были направлены русские ученики. В 1832 году Элиазарошвили ссылает с ними императору Николаю I сабли своего изготовления. Это оружие сейчас хранится в Эрмитаже в Ленинграде и в Историческом музее в Москве. К. К. Чолокашвили приводит также архивные документы 1888 года, в которых указывается, что «лучшими клинками в кавалерии считались те, которые были изготовлены учениками Элиазарошвили».
Рецепт Элиазарошвили весьма похож на сохранившиеся описания производства мечей в Северной Индии с искусственно науглероженной поверхностью. Полосу обычного кричного железа многократно обсыпали чугунными опилками, а затем последующей многократной проковкой при «сварочном жаре» создавали на ней нацементованную поверхность. Такие клинки обладали острым лезвием, имели некоторую продольную упругость и вязкость. Они уступали по качеству только булату…
Приведенные сведения о сварочном булате — наиболее поздние. К концу XIX века в мире уже почти не делали холодное оружие из сварочного булата. Секрет его производства был вскоре окончательно утерян. Интересно, что в эти времена и в Индии, и в Дамаске изготовляли холодное оружие из обычных сортов английской или шведской стали.
Производство сварочного булата было самостоятельным промыслом со своими секретами и традициями. Очень трудно сварить полосы или проволоки разнородной стали в один цельный кусок, получить определенный узор, да еще обеспечить твердость, гибкость и остроту выкованному клинку. Дело в том, что после нагрева в горне полосы стали или проволоки поверхность металла окисляется, и пленка окислов препятствует его сварке. Чтобы сварка происходила, надо очень точно выдерживать температуру и удалять окислы с поверхности стали. Способы удаления окислов, температура сварки, скорость ковки, порядок соединения полос с различным содержанием углерода и составляли, очевидно, главные секреты мастеров, делавших оружие из сварочного булата.
Недаром в имеющихся описаниях изготовления амизгинского сварочного Дамаска обычно говорится, что, когда наступала пора сваривать пластины, мастер выгонял всех из кузницы, тщательно оберегая тайну порядка соединения пластин и способа их сварки. Если же мастер допускал посторонних, то применял такие приемы, которые отвлекали любопытных: совершал над полосой самые необыкновенные ритуалы, например, посыпал полосу пеплом заживо сожженного животного или другими неведомыми опилками и порошками. Между тем главный предмет тайны составляли, по всей вероятности, порошки, которые применялись для сварки в качестве флюсов.
Теперь совершенно понятно, что это были флюсы, которые, с одной стороны, имели достаточно низкую температуру плавления, были жидкотекучи и легко выдавливались под молотом, а с другой — быстро растворяли окислы железа, обнажая чистую поверхность металла, необходимую для сварки. Мастера использовали разные флюсующие порошки, но каждый свято хранил в секрете состав «камней», им применяемый. Поэтому, возможно, и в рецепте Элиазарошвили нет самого главного — состава флюса для сварки полос. Мастер подробнейшим образом рассказывает о порядке сварки полос, а флюс упоминает между прочим, называет его песком, не открывая секрета его состава и способа приготовления.
В Западной Европе до XV–XVI веков не знали о существовании литого булата. Поэтому возникающие здесь центры по изготовлению холодного оружия старались использовать секреты сварочного булата. Так, пример, испанские оружейники заимствовали приемы производства дамасской стали у арабов, живших на Пиренейском полуострове. В Толедо, который стал одним центров производства холодного оружия, впоследствии делали высококачественные клинки из обычной стали. Чтобы рекламировать их высокое качество, на поверхности клинка литографическим способом наносили дамасский узор. Такие клинки специалисты называют «ложными булатами».
Особенно широко развернулось производство подделок под булат в XVIII–XIX веках. В это время в Европе научились производить высокоуглеродистую литую сталь, и западноевропейские мастера, оставив попытки раскрыть секреты производства сварочного булата, начали изготовлять из нее довольно хорошее холодное оружие. В Италии (Милан), в Испании (Толедо), в Германии (Золинген), во Франции и Бельгии (Льеж), даже в Англии стали широко производить «ложный булат».
«Ложные булаты», особенно золингеновские и толедские, приобрели известность благодаря высокой степени полировки и красивым узорам, которые наносились на клинки различными методами. Ремесленники, рисующие декоративные узоры на металле, назывались «дамаскировщиками», а клинки «ложного булата» — «дамаскированными». Многие «дамаскированные» клинки были не очень высокого качества, поскольку они изготовлялись из обычной шведской или английской углеродистой стали. Поверхность металла полировали, тщательно очищали от грязи и покрывали раствором специального состава в терпентиновом масле. Узоры булата выводили кистью или резцом, а потом протравливали рисунок соляной кислотой. Особенно преуспевали мастеровые из немецкого городка Клименталя: они получали узоры на клинках не только описанным способом, но часто его просто гравировали.
Сходство рисунков на литом булате, сварочном булате и «дамаскированной» стали нередко приводило ко всяким недоразумениям. В частности, описание личного оружия Вильгельма I, Бисмарка и Наполеона сделано таким образом, что совершенно непонятно — то ли оно изготовлено из сварочного булата, то ли из «дамаскированной» стали.
В Новочеркасске в музее истории донского казачества экспонируется сабля атамана М. И. Платова. Сабля сделана в 1814 году из лучшей английской стали в честь победы союзников в войне с Наполеоном Бонапартом. Сабля еще до Октябрьской революции была передана в музей родственниками Платова; но во время гражданской войны была украдена белогвардейцами и вывезена в Чехословакию, откуда в 1946 году со многими экспонатами старинного оружия возвращена на родину.
На клинке сабли надпись, свидетельствующая о том, что Лондонский городской совет, заседавший 8 июня 1814 г., единогласно решает: «Сабля стоимостью 200 гиней преподносится атаману графу Платову в знак высокого уважения, которое совет питает к непревзойденному мастерству, блестящим талантам и неустрашимому мужеству, проявленному им во время длительных конфликтов, в которых он принимал участие для обеспечения свободы, мира и счастья Европы».
Есть сведения, что аналогичные сабли были преподнесены русскому полководцу М. Б. Барклаю-де-Толли и командующим союзными войсками Артуру Уэлсли Веллингтону и Герберту Лебрехту Блюхеру. Несмотря на высокую стоимость, сабля представляет собой всего лишь неплохой образец «дамаскированной» стали. На ее поверхности выгравирован рисунок, похожий на булатный узор. Подобных образцов в музеях можно найти немало, гораздо больше, чем настоящих сварочных булатов.
В нашей стране многие секреты сварочного булата стали известны благодаря работам грузинского ученого-этнографа К. К. Чолокашвили, который расшифровал ряд способов его производства. Найденный рецепт изготовления грузинского булата был им передан в Институт металлургии Академии наук Грузинской ССР, где был тщательно изучен. В результате в одном из цехов Руставского металлургического завода под руководством академика АН Грузинской ССР Ф. Тавадзе в современных условиях были получены опытные образцы сварочного булата, достаточно хорошо повторяющие узоры и свойства музейных экспонатов.
Как мы уже неоднократно замечали, в сварочном булате чередуются участки пластичного мягкого (низкоуглеродистого) железа и сравнительно твердой (углеродистой) стали — такие клинки обладали гораздо более высокой упругостью и вязкостью по сравнению с клинками из обычной углеродистой стали. А вот почему именно сварочный булат отличался высокой прочностью и дамасские сабли были значительно тверже и крепче других стальных сабель, долгое время оставалось загадкой. Лишь современная наука о металлах смогла это объяснить. Но прежде чем привести это объяснение, сделаем небольшую экскурсию в физику металлов.
В 1784 году монах Р. Гаюи выдвинул гипотезу, что кристаллы состоят из совершенно одинаковых «кирпичиков» постоянной формы.
Через 130 лет с помощью рентгеноструктурного анализа было выяснено, что металлы имеют такое же кристаллическое строение, как и минералы. Атомы металлов располагаются в пространстве определенным образом, образуя кристаллическую решетку. Кристаллическая решетка складывается из элементарных кристаллических ячеек. Кристаллической ячейкой удобно изображать расположение атомов в кристалле. Например, в кубической объемно-центрированной решетке 8 атомов расположены в каждой из вершин куба и один — на пересечении его пространственных диагоналей. В идеальной кристаллической решетке все узлы заполнены атомами, вернее, ионами, а в междоузлиях расположен только электронный газ.
Прочность металлов определяется их атомно-кристаллической структурой. В 1926 году выдающийся советский физик Я. И. Френкель подсчитал, что прочность реальных металлов во много раз меньше теоретической. В чем же дело? Физики немало лет ломали голову над этим вопросом. Оказалось, что реальные металлические изделия состоят из большого числа кристаллов, которые имеют разную ориентацию кристаллической решетки, В таком поликристаллическом агрегате кристаллы принимают неправильную форму — их называют зернами или кристаллитами. Кусок металла, представляющий собой один кристалл, называют монокристаллом.
В отличие от строения монокристалла строение кристаллитов несовершенно, в частности из-за наличия незанятых мест в узлах кристаллической решетки — атомных «дырок», называемых вакансиями. Недостатком кристаллитов являются и дислокации. Дислокацией, буквально — смещением, в геологии называют нарушение первоначального залегания пластов земной коры, в результате которых образуется складка или сдвиг. В кристаллической решетке дислокация — это также смещение или сдвиг, приводящий к образованию лишнего ряда атомов. Дислокация образует в кристаллической решетке «лишнюю» неполную плоскость или полуплоскость, которая получила название экстраплоскости.
Многочисленные экстраплоскости не проходят через все сечение кристалла, они обрываются внутри него. Экстраплоскость образует линейный дефект решетки — краевую дислокацию. Краевая дислокация может простираться в длину на многие тысячи ячеек решетки, может быть прямой, а может, как нитка, выгибаться в ту или другую сторону. В пределе она может закрутиться в спираль, образуя винтовую дислокацию. Вокруг дислокации возникает зона упругого искажения решетки, вызванная отталкиванием дислоцированных (внедренных в междоузлия) атомов экстраплоскости.
Помните, дислокация — это «складка»? Теперь представьте себе, что нужно передвинуть по полу ковер. Тащить его за край довольно тяжело. Сделайте на ковре складку, и вы значительно облегчите его передвижение. Если ковер передвигать по полу постепенно, по мере волнообразного передвижения складки, то для его движения потребуется совсем немного усилий. В металле дислокации играют роль примерно таких же «складок». Вследствие искажения решетки в районе дислокации последняя под действием небольших напряжений легко смещается, и дислоцированные атомы занимают положенное им место в узлах кристаллической решетки. Но вслед за ними смещается соседняя плоскость атомов, занимая место дислоцированных, то есть превращаясь в экстраплоскость и вновь образуя краевую дислокацию.
Что же заставляет дислокацию перемещаться? Оказывается, ее «толкают» атомы, расположенные непосредственно за ней. У них в результате искажения решетки появляется избыточная энергия, и чтобы избавиться от нее и занять новое стабильное положение, они сталкивают дислокацию на новое место. Поскольку дислокация испытывает давление с обеих сторон, суммарное воздействие на нее равно нулю. Поэтому «толкачи» начинают работать лишь тогда, когда они сами испытывают давление от внешних сил.
Таким образом, дислокации могут сравнительно легко перемещаться под действием небольших напряжений. Это значит, что реальные металлы и сплавы деформируются постепенно за счет небольших смещений атомных слоев в области дислокации. Говорят, что движение дислокации напоминает движение гусеницы. При движении лишь у ограниченного количества атомов нарушаются связи.
Механизм деформации идеального кристалла состоит в сдвиге одних атомных плоскостей относительно других. Для такого сдвига требуются значительные усилия — этим и объясняется высокая теоретическая прочность монокристаллов по сравнению с поликристаллами реальных металлов и сплавов.
Пока под влиянием приложенной к металлу силы движутся дислокации, сопротивление металла деформации невелико. Раз так, то и прочность металла небольшая. А если движение дислокации затруднено, если поставленный им заслон вообще мешает им перемещаться? Скажется ли это на прочности металла? Да, конечно, металл в этом случае будет тяжелее поддаваться деформации, и прочность его возрастет. Следовательно, для повышении прочности металла необходимо либо устранить дислокации вообще, либо повысить сопротивление их перемещению.
При деформации дислокации движутся подобно нитке — они способны изгибаться, цепляться за препятствия, образовывать клубки и даже уничтожать друг друга. В клубках плотность дислокации достигает значительной величины, им становится очень трудно перемещаться. Значит, образование клубков дислокации приводит к упрочнению металла или сплава.
Но где взять ту преграду, которая остановит движение дислокации? Оказывается, такое препятствие можно найти, и даже не одно. Существует несколько способов торможения дислокации. Один из них — уменьшение размеров зерен. Границы зерна являются препятствиями для перемещения дислокации. Добавление в кристаллическую решетку атомов других элементов также приводит к торможению дислокации. Чужеродные атомы окружают дефекты, блокируют их, не дают возможности дислокациям перемещаться. Теперь хорошо известно, что легированне стали хромом, вольфрамом, марганцем, ванадием и другими легирующими элементами значительно повышает ее прочность. Прочность легированной стали намного выше прочности булата.
Препятствием для перемещения дислокации являются также любые искажения кристаллической решетки и «инородные» включения, соизмеримые с кристаллическими ячейками. В качестве таких упрочнителем применяют высокодисперсные карбиды, нитриды, окислы, интерметаллиды. Стали и сплавы, изготовленные таким образом, обладают чрезвычайно высокой прочностью. Самый простой способ упрочнения металла — это пластическая деформация. С увеличением степени деформации растет количество дислокации и уменьшается их подвижность. Это приводит к увеличению плотности дислокации.
Итак, прочность металла повышается в двух случаях: когда в кристаллической решетке совершенно нет дефектов или когда плотность дислокации достаточно большая. Конечно, увеличение плотности дислокации ведет к упрочнению металла до определенного предела. При слишком большой плотности дислокации образуются микроскопические трещины и металл разрушается.
Так вот, сварочный булат отличался высокой прочностью, значительно превышающей прочность стали такого же состава, потому что степень деформации при сварке стальных полос или проволоки с различным содержанием углерода была колоссальной. Не так давно металловеды сделали рентгеноструктурный анализ сварочного булата. Рентгенограммы показали, что из кристаллов металла выпали чуть ли не целые группы атомов — так велика у него оказалась плотность дислокации. Таким образом, древние кузнецы эмпирически нашли способ приготовления очень прочного оружия. И не случайно сварочный булат (дамасская сталь) ценился не только за свои красивые цветные узоры.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
ЛЕГКАЯ СТАЛЬ
ЛЕГКАЯ СТАЛЬ Брусок металла неяркого серебристо-серого цвета. ”Сталь” — привычно мелькает в сознании. Но стоит взять брусок в руку, как на мгновение возникает ощущение нереальности происходящего: металл оказывается удивительно, неправдоподобно легким. Это не сталь, а
Резина побеждает сталь
Резина побеждает сталь Жаль было расставаться с пружинами, но моих надежд они явно не оправдали. Я должен был это предвидеть: из пружины даже рогатки толковой не изготовишь. Когда-то я пытался заменить резиновые жгуты в рогатке на тонкие пружины, намереваясь смастерить
Узорчатая сталь
Узорчатая сталь После похода Александра Македонского индийские способы производства вутца — а в древности «Индией» в Европе называли все азиатские страны за Гималаями — распространяются в Сирию, Аравию и другие области Средней Азии. Крупнейшим центром производства
Японский булат и колонна в Дели
Японский булат и колонна в Дели Японский булат обладал каким-то необыкновенным качеством железа, которое после целого ряда проковок приобретало даже более высокую твердость и прочность, чем дамасская сталь. Мечи и сабли, приготовленные из этого железа, отличались
Что же такое булат?
Что же такое булат? Нам уже известно, что булат — это прежде всего литая углеродистая сталь, обладающая специфическими узорами.Первым подробно описал литой индийский булат, или вутц, Павел Петрович Аносов. «Булатом называется, — писал П. П. Аносов, — сталь, имеющая
ГЛАВА ВТОРАЯ РУССКИЙ БУЛАТ
ГЛАВА ВТОРАЯ РУССКИЙ БУЛАТ Время подлинных свершений не относится ни к прошлому, ни к настоящему, ни к будущему. Г. Д.
Златоустовская сталь
Златоустовская сталь Павел Петрович Аносов родился в 1799 году в Петербурге в семье мелкого чиновника горного департамента. В 1810 году по ходатайству деда Льва Собакина, механика Камско-Воткинских заводов, был определен в Петербургский горный кадетский корпус, который был
Узорчатая сталь? Сколько угодно!
Узорчатая сталь? Сколько угодно! В XIX веке последователи Аносова, известные русские металлурги П. М. Обухов, А. С. Лавров, Н. В. Калакуцкий развивали его идеи о получении совершенной стали, искали научные обоснования металлургических процессов. Так, например, А. С. Лавров
2.4. Сталь против бетона
2.4. Сталь против бетона Для возведения зданий, мостов, опор высоковольтных линий и многих других сооружений используются сталь, дерево или бетон. Хотя древесина способна выдерживать высокую нагрузку (см. раздел 2.19), для оценки эффективности материалов целесообразнее