Опиливание и зачистка металлических деталей
Опиливание и зачистка металлических деталей
Люди, мало сведущие в слесарных работах, зачастую путают эти две операции – опиливание и зачистку, а между тем у них есть существенная разница: опиливание связано с изменением размера деталей (напильником снимается слой металла), а зачистка – с изменением шероховатости (удаление царапин, рисок и пр.). Опиливание производится с помощью напильников и надфилей; зачистка чаще всего осуществляется абразивными кругами, брусками, шкурками, иногда используются проволочные щетки.
Процесс опиливания заключается в основном в опиливании деталей по контуру, для удаления заусенцев, забоин, образовавшихся при рубке (резке), в устранении дефектов на плоскостях (если технические условия позволяют такие исправления), снятии припусков под размер, опиливании плоскостей сложных поверхностей, выступов, пазов при подгонке деталей во время сборки. Но в любом случае после опиливания поверхности подвергаются зачистке.
В том случае, если нужно удалить слой металла более 0,2 мм, опиливание считается грубым; от 0,1 до 0,2 мм – средним; до 0,1 мм – тонким.
От того, какая обработка требуется, зависит выбор напильника по номерам (см. главу, посвященную слесарному инструменту).
Выбор напильника по длине зависит от величины детали: он должен быть длиннее обрабатываемой плоскости, как минимум, на 150 мм.
Выбор формы напильника зависит от поверхности: ровные поверхности опиливают плоскими напильниками, сопряженные (углы между ними) – квадратными, ромбическими, треугольными, криволинейные – круглыми и полукруглыми (см. рис. 9).
Плоские напильники (см. рис. 9, а) применяются для опиливания наружных или внутренних плоских поверхностей и для пропиливания шлицев и канавок.
Полукруглые напильники (см. рис. 9, б) предназначены для обработки криволинейных поверхностей и углов более 30°.
Квадратные напильники (см. рис. 9, в) применяют для пропиливания квадратных, прямоугольных и многоугольных отверстий.
Трехгранные напильники (см. рис. 9, г) используются для опиливания углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках.
Круглые напильники (см. рис. 9, д) применяются для пропиливания круглых и овальных отверстий и вогнутых поверхностей небольшого радиуса.
Для более качественной обработки (и для повышения производительности) опиливание лучше всего производить перекрестными проходами (рис. 26, а).
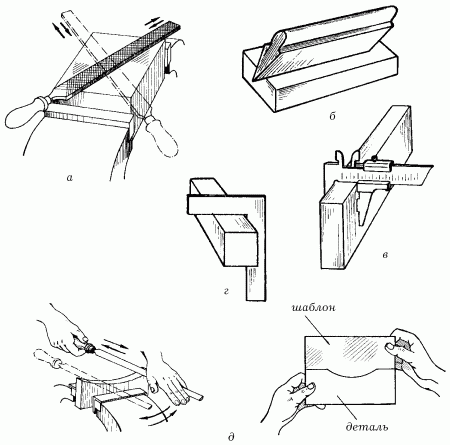
Рис. 26. Опиливание поверхностей и контроль за качеством работ: а – перекрестное опиливание; б – контроль отклонений от плоскости и прямолинейности; в – контроль отклонений от параллельности; г – контроль отклонений от перпендикулярности; д – контроль криволинейных поверхностей по шаблону.
В том случае, если с поверхности детали нужно снять лишь выступающие части, опиливание производится круговыми движениями.
Во время работы рукоятка напильника должна опираться на центр ладони правой руки, а пальцы левой руки нужно расположить поперек напильника на расстоянии 20–30 мм от его носика (будет удобнее, если пальцы слегка согнуть, но не свешивать до рабочей плоскости напильника) (рис. 27).

Рис. 27. Правильное положение слесаря (а) и положение его рук при грубом (б) и при чистом (в) опиливании.
Движения напильником должны быть строго горизонтальными относительно обрабатываемой поверхности (рабочий ход – вперед, от себя, холостой ход – назад, к себе); темп движений – от 40 до 60 поступательно-возвратных движений в минуту. Производить движения следует обеими руками, распределяя силу давления на инструмент следующим образом:
– начало рабочего хода – основной нажим левой рукой, правая лишь поддерживает напильник в горизонтальном положении;
– середина рабочего хода – сила нажима обеими руками одинакова;
– конец рабочего хода – левая рука поддерживает напильник в горизонтальном положении, а основная нагрузка приходится на правую руку;
– холостой ход – напильник от опиливаемой поверхности не отрывается, но сила нажима минимальная.
Если во время работы напильник скользит, надо прочистить его стальной щеткой вдоль насечек.
Деталь, подлежащую опиливанию, зажимают между накладками тисков так, чтобы обрабатываемая поверхность выступала над губками на высоту 5–10 мм. При опиливании тонкой детали ее следует крепить на деревянном бруске деревянными пластинками, обеспечивающими неподвижность детали (рис. 28).

Рис. 28. Опиливание детали из тонкого металла.
Существенное значение имеет положение слесаря в момент опиливания по отношению к обрабатываемой детали. Он должен располагаться сбоку тисков на расстоянии около 20 см от верстака так, чтобы корпус был прямым и повернутым под углом 45° к продольной оси тисков (см. рис. 27, а). Упор нужно делать на левую ногу.
В ходе операции опиливания периодически осуществляют проверку качества поверхностей. Контроль опиливания производится обычно с помощью проверочных линеек и проверочных плит методом «световой щели» или «на краску» (см. рис. 26, в, г).
Опиливание плоскопараллельных поверхностей
Сначала об опиливании кромок деталей из листового металла. Слесарям хорошо известно, что на их зачистку уходит времени в 30–40 раз больше, чем на то, чтобы его разрезать.
Время, уходящее на эту операцию, можно значительно сократить, саму операцию сделать менее трудоемкой и более безопасной, если в работе использовать небольшое приспособление, изготовленное из двух напильников (рис. 29).
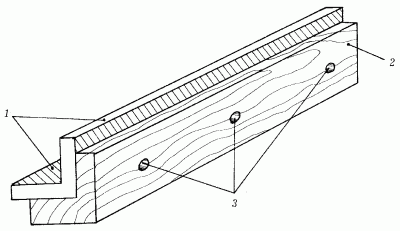
Рис. 29. Приспособление для опиливания кромок деталей из листового металла: 1 – напильники; 2 – деревянная ручка; 3 – болты.
Плоские напильники нужно обрезать на необходимую длину так, чтобы остались только рабочие поверхности, и просверлить в них отверстия для крепления. Затем вырезать из дерева ручку (в виде бруска), соответствующую длине напильников. В ручке необходимо вырезать прямоугольную выемку и прикрутить к ее сторонам напильники таким образом, чтобы они плотно прилегали друг к другу под прямым углом. Крепежные винты не должны выходить за плоскость рабочей поверхности напильника, их надо утопить чуть глубже. Таким модернизированным двойным напильником зачищать кромку стального листа очень легко и быстро. Кроме того, значительно уменьшается опасность травмирования об его острые кромки во время работы.
Прежде чем опиливать деталь, имеющую плоскопараллельные поверхности (например, в виде бруска, плиты), следует выбрать основную измерительную базу – как правило, это одна из наиболее широких поверхностей. Ее следует опилить окончательно, с проверкой плоскости и прямолинейности. Затем с помощью штангенциркуля проверяют параллельность широких поверхностей и толщину заготовки, определяя при этом подлежащий удалению припуск, замеры производят в 3–4 местах. После чего обрабатывают напильником вторую широкую сторону.
Если, помимо широких поверхностей, требуется обработка и узких, то из них выбирается одна из более длинных сторон (она принимается за вспомогательную базу). После ее полной обработки опиливаются короткие поверхности, примыкающие к ней под углом 90°, с обязательной проверкой перпендикулярности относительно вспомогательной базы. В завершение опиливается вторая длинная сторона.
При опиливании плоских поверхностей может применяться механический напильник (рис. 30).

Рис. 30. Механический напильник: 1 – наконечник; 2 – эксцентрик; 3 – плунжер.
В этом напильнике при вращении наконечника от гибкого вала через червячную передачу получает вращение эксцентрик, сообщающий возвратно-поступательное движение плунжеру, к которому крепится напильник.
Можно сократить время опиловочных работ с помощью шлифовальных машинок, к которым крепятся абразивные круги (рис. 31).
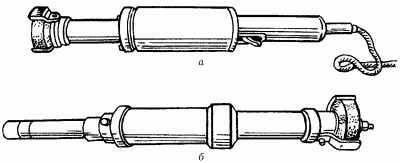
Рис. 31. Шлифовальные машинки: а – электрическая; б – пневматическая.
Опиливание сопряженных плоских поверхностей
Чаще других слесарю приходится опиливать поверхности сопряженные, расположенные по отношению друг к другу под определенным углом. Наружные углы, как правило, обрабатываются плоскими напильниками, внутренние, в зависимости от их величины, трехгранными, квадратными, ромбическими, а если угол очень острый, то и надфилями.
Как и при опиливании плоскопараллельных поверхностей, первой окончательно обрабатывают измерительную базу (наиболее длинную или широкую сторону). Затем проверяют угол между базой и необработанной поверхностью (с помощью угломера) и опиливанием доводят его до соответствия с требуемой величиной.
Особой тщательности требует обработка мест сопряжения внутренних плоскостей угла, ибо именно там чаще всего выявляются погрешности обработки.
Опиливание криволинейных поверхностей
Криволинейные поверхности подразделяются на выпуклые и вогнутые. Обработка таких поверхностей обычно связана со снятием относительно большого слоя металла (припуска).
Выпуклые криволинейные поверхности сначала размечают, затем снимают лишний металл ножовкой или зубилом, а потом опиливают плоскими напильниками: основной припуск снимают напильником № 0, оставляя припуск до разметочной риски в 0,8–1 мм; далее напильником № 4 или № 5 снимают оставшийся припуск до риски.
Сила нажима на напильник во время рабочего хода практически не меняется, а изменение его положения относительно обрабатываемой детали – балансировка – напоминает качели (в случае если деталь закреплена в тисках в горизонтальном положении) (рис. 32):
– в начале рабочего хода носик напильника направлен вниз, а рукоятка приподнята;
– в середине рабочего хода напильник располагается горизонтально;
– в конце рабочего хода приподнятым должен быть носик напильника, а рукоятка – опущенной.

Рис. 32. Приемы опиливания выпуклых криволинейных поверхностей.
Если же деталь закреплена в тисках в вертикальном положении, то движение напильника будет иным:
– в начале рабочего хода носик напильника направлен несколько вверх и влево;
– в конце рабочего хода напильник носиком смотрит прямо вперед.
В ходе опиливания деталь периодически освобождают из тисков и поворачивают относительно ее оси на небольшой угол (приблизительно на 1/5 оборота). Качество работы проверяют с помощью шаблона.
Обработку вогнутых криволинейных поверхностей также начинают с нанесения разметки контура детали на заготовке.
Большую часть лишнего металла можно удалить зубилом, ножовкой (при этом используется ножовка без рамки) или одновременно высверливанием и выпиливанием, оставив небольшой припуск, а затем полукруглым или круглым напильником спилить припуск до разметочной риски (рис. 33).
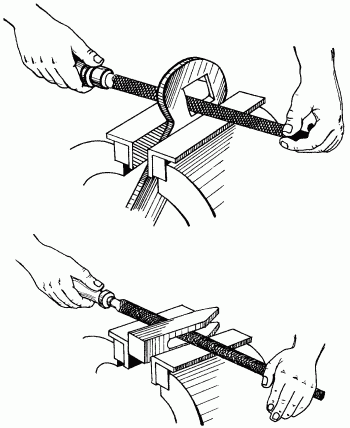
Рис. 33. Приемы обработки вогнутых криволинейных поверхностей.
При выборе напильника следует учесть, что радиус его сечения должен быть несколько меньше радиуса опиливаемой поверхности. Во время работы сочетают два вида движений напильником: прямолинейное (от себя – на себя) и вращательное. Качество работы контролируется наложением шаблона.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
3.2.3. О замене деталей и элементов
3.2.3. О замене деталей и элементов В качестве источника питания применяется промышленное устройство ПУ-1М производства завода «Северный пресс» Санкт-Петербург. Выходное напряжение 9 или 6 В — на корпусе блока имеется переключатель выходного напряжения. Источник питания с
Реставрация деталей мебели
Реставрация деталей мебели Работы по реставрации мебели состоят из следующих этапов: из исследования изделия, осуществляемого перед работой; сушки предмета перед реставрацией; разборки (если есть необходимость в этом); дезинфекции; удаления поврежденных отделочных
Разметка металлических заготовок
Разметка металлических заготовок После того как металл выправлен и тщательно очищен, производится разметка той поверхности, которую предстоит обработать. По сути, разметка – это уже слесарная операция, но поскольку в ходе ее заготовка не подвергается непосредственно
Шабрение металлических поверхностей
Шабрение металлических поверхностей Шабрение поверхностей металлических деталей применимо главным образом в слесарно-сборочных работах, когда требуется плотная подгонка плоскостей прилегающих друг к другу деталей (например, измерительных и направляющих
Притирка металлических поверхностей
Притирка металлических поверхностей Опиливания, зачистки и шабрения поверхностей зачастую бывает недостаточно, чтобы достигнуть достаточно плотного прилегания деталей друг к другу. Поэтому в процессе сборки механизмов слесари прибегают к притирке (доводке)
Список деталей для УРР
Список деталей для УРР • (1) ИС1 HM2007• (1) ИС2 SRAM 8K x 8• (1) ИС3 74LS373• (2) ИС4 и ИС5 7448• (1) резонатор кварцевый 3,57 МГц• (1) печатная плата УРР• (1) клавиатура 12-кнопочная• (2) индикатор 7 сегментов• (2) сборка резисторов 220 Ом, 0,25 Вт, 16 выводов• (1) резистор 22 кОм 0,25 Вт• (1) резистор 5,6 кОм 0,25
Список деталей интерфейса
Список деталей интерфейса • (2) ИС 4011 2 элемента ИЛИ-НЕ• (1) ИС 74LS373 8 D триггеров• (1) ИС 4028 двоично-десятичный дешифратор• (1) ИС таймер 555• (1) ОУ LM741• (1) резистор 5,6 кОм• (1) резистор 15 кОм• (1) резистор 330 Ом• (2) резистор 10 кОм• (10) резистор 470 Ом• (1) конденсатор 47 мкФ• (1)
Список деталей для контроллера ШД
Список деталей для контроллера ШД • (1) микроконтроллер 16F84• (2) конденсатор 22 пФ• (1) кварцевый резонатор 4 МГц• (1) резистор 4,7 кОм, 0,25 Вт• (1) ИС таймер 555• (1) ИС контроллер ШД UCN-5804B• (1) Шаговый двигатель (однополярный с 6 выводами)• (1) Понижающий трансформатор• (6) диод
Список деталей дирижабля
Список деталей дирижабля • (1) дирижабль с радиоуправлением, #T30824-77Деталь можно заказать в:Edmund Scientific60 Pearce AveTonawanda, NY 14150-67111-800-728-6999• (1) Миниатюрная ч/б ПЗС видеокамера• (1) Миниатюрный ТВ передатчикДетали можно заказать в:Images, SI, Inc.39 Seneca LoopStaten Island NY 10314(718)
Список деталей для интерфейса PC
Список деталей для интерфейса PC • (5) Транзистор NPN TIP120• (5) Транзистор PNP TIP 125• (1) ИС 74164 преобразователь кода• (1) ИС 74LS373 восемь ключей• (1) Светодиод красный• (5) Диод 1N914• (1) Гнездо разъема Molex на 8 контактов• (1) Кабель Molex 8-жильный длиной 75 мм• (1) Двухпозиционный
Список деталей для интерфейса IBM
Список деталей для интерфейса IBM • (1) Трехпозиционный электрический воздушный клапан, управляемый соленоидом постоянного тока 5 В, максимальное давление 6,3 кгс• (1) разъем DB 25• (1) ИС логический буферный элемент 4050HCT• (1) Транзистор TIP 120 NPN DarlingtonДетали можно заказать в:Images
Ресурс деталей автомобиля
Ресурс деталей автомобиля При эксплуатации автомобиля с пробегом свыше 50 тыс. км возможны неисправности, характерные для машин любой марки старого выпуска: может выйти из строя трос привода сцепления, оборвавшийся в зоне регулировочной муфты, может наступить полный
Опиливание выпуклых поверхностей
Опиливание выпуклых поверхностей Опиливание выпуклых поверхностей производится следующим образом. После разметки ножовкой срезают углы заготовки, после чего она принимает пирамидообразную форму. Затем с помощью драчевого напильника снимают слой металла, не доходя до
Опиливание мелких деталей
Опиливание мелких деталей Мелкие детали зажимают в ручные тиски и, оперев их о верстак, поворачивают левой рукой на себя при рабочем ходе, т.е. при движении напильника вперед, и от себя при холостом ходе.При этом напильник или надфиль держат правой рукой с вытянутым вперед
Покрытие из металлических пластин
Покрытие из металлических пластин Фальцевал кровля – это конструкция, сооруженная из металлических пластин, листов или рулонов, которые скреплены особым образом с помощью фальцев. Фальцем называют вид шва, который образуется при соединении двух соседних листов
20. Типы фаз в металлических сплавах. Правило фаз; правило рычага
20. Типы фаз в металлических сплавах. Правило фаз; правило рычага Диаграмма состояния – это графическое изображение состояния любого сплава изучаемой системы в зависимости от его концентрации и температуры.Изучение любого сплава начинается с построения и анализа