Инструменты
Инструменты
Литье – сложный технологический процесс, требующий большого терпения. Для литья различных изделий необходимы специально изготовленные формы-опоки, модели, стержневые ящики для изготовления стержней и разнообразные инструменты. Могут потребоваться также шаблоны (формовочные, скребковые, контрольные) и кондукторы для зачистки стержней.
Все перечисленные приспособления и являются для литейщика специальными инструментами, с помощью которых можно создать в домашних условиях самые разнообразные изделия из металла.
Модель отливки
Для создания отливки необходимо использовать приготовленную модель.
Модель служит для создания отпечатка в литейной форме, именно с ее помощью будущему изделию задаются необходимые контуры. В ручном литье, как правило, используются неразъемные и разъемные деревянные, пластиковые и гипсовые модели.
Чаще всего при ручном литье для изготовления штучных (наиболее сложных) изделий используют деревянные модели, предназначенные для неоднократного применения. Подобную модель несложно изготовить в домашних условиях.
Для этого отбирают наиболее прочные породы деревьев: ольху, сосну, бук. Отдельные детали в разъемных моделях можно изготовить из березовой и буковой фанеры и затем скрепить их с помощью гвоздей, шурупов, болтов, нагелей или просто склеить.
Такие части моделей в процессе формовки очень быстро изнашиваются, и потому их лучше всего готовить из особенно твердых пород деревьев, а также из древесного слоистого пластика ДСП-8, металла или пластмассы. Чтобы предназначенные для затачивания форм и стержней шаблоны служили долго, их предварительно армируют – обвертываютстальной пластиной толщиной 2–5 мм.
Поверхность моделей отливки должна быть достаточно ровной и гладкой. Для того чтобы добиться этого, ее необходимо покрыть двойным слоем модельного лака. Делают это, как правило, после грунтовки и шпатлевки поверхности.
Виды моделей отливок
Модели отливок бывают:
1. Простые (это обычно неразъемные или с разъемом по плоскости модели без отъемных деталей и стержневых знаков).
2. Средней сложности (это модели средние – от 500 до 1500 мм и крупные – от 1501 мм и более, со стержневыми ящиками).
3. Сложные (это разъемные модели крупных размеров, предназначенные для литья таких больших деталей машин, как блок цилиндра внутреннего сгорания, станины металлорежущих станков и др.).
По конструкции все модели отливок разделяют (рис. 161) на:
1. Неразъемные (рис. 161, а). Такие модели часто используют при ручном литье. Их достают из формы, не разделяя на части (хотя в некоторых случаях применяют и состоящие из нескольких мелких деталей шаблоны – рис. 161, в). Причем при формовке они оставляют четкий отпечаток наружного контура требуемой модели.
2. Разъемные (рис. 161, б). Модели подобного типа состоят обычно из нескольких частей, легко отделяющихся друг от друга по плоскости (или по сложной поверхности) детали.
3. Специальные (формовочные шаблоны и скелетные модели). Их часто применяют для формовки штучных изделий из металла.
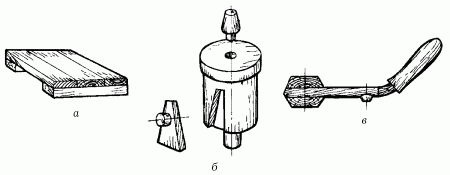
Рис. 161. Модели отливок: а, в – неразъемные; б – разъемные.
Подъемы
Для того чтобы вытолкнуть получившуюся модель, в форме устанавливают подъемы различных модификаций: остроконечные, вставные (которые часто используют для небольших по массе и размеру моделей), крючковые (также применяемые для мелких и средних моделей), вертикальные полосовые (для крупных по размеру моделей) и болтовые (для моделей с достаточно большой массой).
Молотки
При извлечении отливки из формы пользуются молотками и металлическими стержнями. При этом молотком с силой ударяют в различных направлениях по нижней части стержня так, чтобы растолкать модель.
Для предохранения отливки от разрушения необходимо в наиболее прочных местах установить металлические пластины, в которых предварительно проделать отверстия для стержня. Такие пластины могут быть комбинированными, то есть иметь два отверстия: одно для расталкивателя, а другое, с резьбой, для установки в модели подъема.
Литейные формы
С помощью модели отливаемого изделия, различных приспособлений и инструментов из песчаной смеси, называемой формовочной, изготавливают литейную форму. В нее заливают расплавленный металл, который заполняет полость и остывает в ней. После этого образуется отливка, внешне повторяющая очертания модели. В литейную форму можно заливать чугун, латунь, бронзу и другие сплавы.
Разовые формы
Литейные формы бывают разовые и многократные. Разовые заливают металлом только один раз. После удаления отливки их разрушают. Основной составляющей формовочных смесей при изготовлении этих форм является кварцевый песок. В качестве связующей добавки используют глину. Разовые формы для художественных отливок могут быть разъемными и неразъемными, цельными и кусковыми, сухими и сырыми.
Многократные формы
Прочность и огнеупорность многократных форм позволяет после каждой заливки использовать их повторно, после небольшого ремонта внутренней поверхности. Иногда их применяют до 150 раз. Изготовляют эти формы из огнеупорных материалов (молотый шамот, асбест, графит).
Бывают также металлические литейные формы. Они называются кокилями и используются при производстве отливок специальными способами литья.
Опоки (полуформы)
Литейная форма состоит из двух полуформ-опок, служащих для того, чтобы удерживать смесь при ее уплотнении, а также при перемещении и закреплении полуформ (рис. 162).
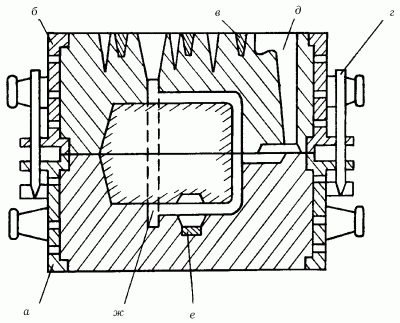
Рис. 162. Литейная форма: а, б – полуформы-опоки; в – крестовины опок; г – штырь; д – литниковая чаша; е – холодильник; ж – полость формы.
Опоки, как правило, заполняют смесью из неорганичеких (кварцевый песок, глина) и органических (уголь, опилки) материалов. На боковой стороне опок необходимо сделать цапфы или небольшие ручки для удобства транспортировки.
Опоки по внешнему виду напоминают деревянные или металлические рамки (рис. 163, 164).
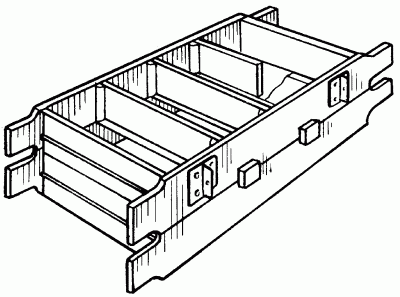
Рис. 163. Деревянная опока для ручной формовки.
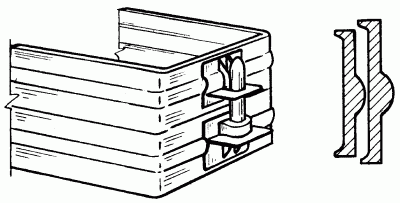
Рис. 164. Опока из фасонного проката.
Предназначены они для уплотнения формовочной смеси при ручном изготовлении литейных форм и потому должны быть очень прочными и достаточно легкими.
При ручной формовке рекомендуют использовать небольшие по размерам и массе (до 30 кг – без смеси, до 60 кг – со смесью) опоки, которые впоследствии можно будет достаточно легко перемещать.
При литье в домашних условиях очень важно правильно выбрать опоку необходимого размера, чтобы при ее использовании не произошло разрушения формы. При выборе и установке опоки нужно учитывать следующие параметры:
– расстояние между полостью формы и стенкой мелкой опоки должно составлять 30–50 мм, крупной – от 100 до 150 мм;
– расстояние от стержневого знака до боковой стенки опоки не должно превышать 50 мм;
– расстояние от модели до верхней или нижней поверхности мелкой опоки должно быть 40–60 мм, средней опоки – 60–120 мм, крупной – более 100 мм;
– расстояние от нижнего знака стержня до нижней части опоки может составлять от 20 до 120 мм;
– от верхнего знака стержня до верхней части опоки следует выдерживать расстояние в 50–120 мм;
– при формовке сразу нескольких отливок в одной опоке расстояние между полостями формы должно быть не менее 20–25 мм для тонкостенных и невысоких отливок и 30–50 мм при изготовлении форм с высокими и толстыми стенками.
Скрепление опок
Для скрепления парных опок на их стенках необходимо сделать выступы, или приливы, в которых затем нужно высверлить отверстия, предназначенные для впрессованных стальных втулок. Две опоки можно скрепить двумя способами (рис. 165):
1. Штырем (рис. 165, а). В данном случае при скреплении деталей используемые металлические штыри вставляют в отверстия ушек верхней опоки.
2. На штырь (рис. 165, б). При этом способе скрепления верхнюю опоку надевают на штыри, предварительно закрепленные на нижней.
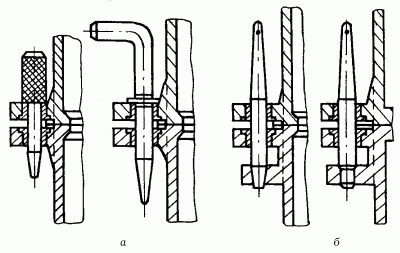
Рис. 165. Способы скрепления опок: а – штырем; б – на штырь.
Стержневые ящики и стержни
Стержневые ящики – необходимый инвентарь литейщика. Их используют для изготовления больших партий стержней, чаще делают из песчано-глинистых смесей.
Литейный стержень по внешнему виду напоминает штырь. С его помощью при литье делают необходимые отверстия и задают нужные контуры будущей отливке. В форме его закрепляют на специально сделанном для этого выступе, который в процессе производства отливки входит в соответствующую ему впадину.
Литниковая система
Литниковая система устанавливается для обеспечения плавного и равномерного продвижения жидкого металла по каналам формы, а также является своеобразным фильтром для используемого расплава.
Подобная система, как правило, состоит из литниковой чаши (воронки), стояка, шлакоуловителя, питателей и прибылей.
Воронка
Из разливочного ковша расплавленный металл наливают в литниковую чашу, или воронку, которая располагается в верхней части формы (рис. 166).
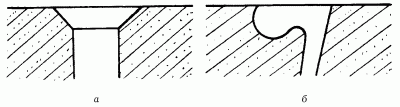
Рис. 166. Виды литниковых воронок: а – простая; б – в форме чаши.
Для изготовления небольших по размеру отливок из алюминия или чугуна в форме проделывают воронку (рис. 166, а). Для литья крупных изделий в форме создают чашу (рис. 166, б). Причем выступ на ее дне служит в качестве своеобразного шлакоуловителя.
Стояк
Из литниковой чаши (или воронки) жидкий сплав попадает в стояк, обычно вертикально расположенный в верхней полуформе под углом 2–4° и имеющий коническую или цилиндрическую форму. Модели стояков лучше всего изготавливать из дерева.
Шлакоуловитель
Он является своеобразным передаточным звеном, откуда очищенный от шлаков сплав поступает к питателям. По внешнему виду шлакоуловитель представляет собой горизонтально расположенный канал.
Поскольку плотность жидкого металла и шлаков различна, последние быстрее всплывают на поверхность. В остывшем вязком сплаве этот процесс идет медленнее, и мелкие включения не успевают всплывать на поверхность. Поэтому очистку лучше проводить, пока металл еще не успел охладиться.
На рис. 167 представлены различные виды шлакоуловителей.
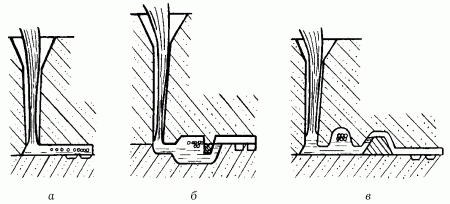
Рис. 167. Виды шлакоуловителей: а – обычный; б – с удержанием шлака в широком канале; в – с удержанием шлака в высоком канале.
Питатели
Питатели имеют обычно прямоугольную или трапециевидную форму. Они должны легко отделяться от полученного в процессе литья и затем охлажденного изделия. Питатели чаще всего делаются прямоугольной или трапециевидной формы, реже – полукруглой. Из них жидкий металл попадает непосредственно в полость формы.
Прибыли
В форме необходимо также расположить прибыли. При охлаждении некоторые металлы дают очень большую усадку, поэтому недостаток металла необходимо компенсировать. Для этого в верхних полуформах создают дополнительные каналы и полости, в которые заливается добавочный металл (рис. 168).
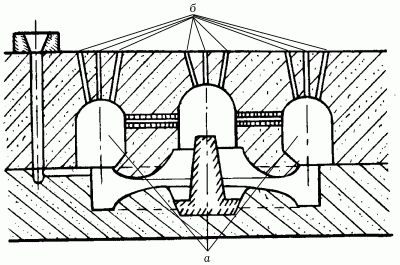
Рис. 168. Прибыли: а – полости для прибылей; б – каналы для выхода воздуха.
Холодильник
С помощью холодильников можно регулировать процессы охлаждения металла внутри формы. Различают внешние и внутренние холодильники.
Внешние холодильники располагают в различных местах формы: под фланцем отливки, под полкой, в углу стенки, сверху и в углах Т-образной стенки. Такие холодильники, как правило, вклеивают внутрь формы с помощью жидкого клея.
При литье крупных изделий отдельные части холодильника (шпильки, проволочную спираль или металлическую пластину) размещают внутри полости формы, причем при взаимодействии с жидким металлом такой внутренний холодильник должен полностью расплавиться.
Выпоры
Для выведения из полости лишнего воздуха и образующихся в процессе литья газов в форме делают выпоры – вертикально расположенные каналы, которые выходят наружу и в полость формы.
С этими же целями в полуформах с помощью длинных игл – душников – проделывают вентиляционые каналы.
Жеребейки
Для стержней при отливе необходимо установить дополнительные опоры – жеребейки, которые должны будут сплавиться с жидким металлом.
Для лучшего сплавления их поверхность рекомендуют покрывать оловом.
Жеребейки бывают самых разнообразных конфигураций. Они должны иметь гладкую и чистую поверхность.
При этом для литья из стали нужно использовать жеребейки из низкоуглеродистой стали, для литья чугунных изделий применяют чугунные жеребейки.
При изготовлении тонкостенных отливок (толщиной не более 10 мм) лучше всего использовать жеребейки из белой жести, а при литье крупных изделий применяют литые.
Служебные инструменты
Помимо литейной формы, стержней и модельного комплекта, для ручного литья необходим и другой инвентарь, который условно можно разделить на несколько групп (рис. 169).
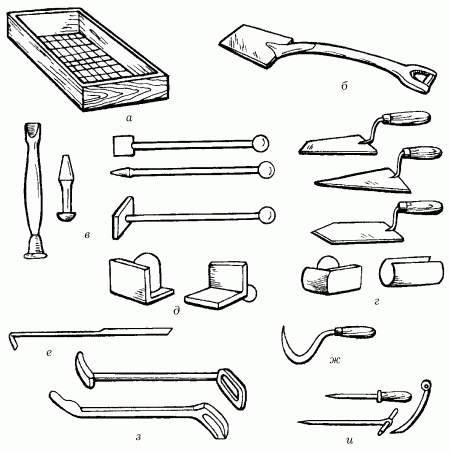
Рис. 169. Служебный инструмент для ручной формовки: а – сито; б – совковая лопата; в – ручные трамбовки; г – гладилки; д – угловые гладилки; е – крючок; ж – формовочный нож; з – фигурные ложки; и – стальные иглы.
1. Инструменты, предназначенные для заполнения опоки формовочной смесью: прямоугольные или круглые сита с металлической сеткой (рис. 169, а), плоские или совковые лопаты (рис. 169, б).
2. В опоке смесь утрамбовывают с помощью ручных трамбовок (рис. 169, в), которые, в зависимости от назначения, могут быть различными: короткими – для уплотнения смеси в опоках с низкими стенками, длинными – для уплотнения смеси в крупных опоках, с острыми или тупыми концами – для уплотнения смеси, соответственно, в объеме опоки или у ее поверхности.
3. Для контроля поверхностного слоя засыпанной и утрамбованной смеси используют ватерпас, или уровень.
4. Ровную и гладкую поверхность можно создать с помощью гладилки или ланцета (рис. 169, г).
5. Выправлять углы лучше всего угловыми гладилками (рис. 169, д).
6. Упавшие внутрь формы частицы формовочной смеси можно удалить с помощью крючка (рис. 169, е).
7. Для того чтобы избежать разрушения во время извлечения модели из формы, смесь необходимо предварительно увлажнить с помощью кисти.
8. Литниковые каналы лучше всего проделывать специальными ножами (рис. 169, ж).
9. Сгребать формовочную смесь в сито удобнее с помощью скребков и совков.
10. Для выравнивания поверхности литниковых ходов часто используют фигурные ложки (рис. 169, з).
11. Вентиляционные каналы можно проделать с помощью стальных игл разных диаметров (рис. 169, и): 3–5 мм – при изготовлении небольших форм, 7–10 мм – для крупных отливок.
12. Приготовленные модели расталкивают, используя специальные молоточки – киянки.
13. Лишними не окажутся и щетки, которыми можно сметать остатки и ненужные комочки формовочной смеси.
14. Для уплотнения формовочной смеси при изготовлении достаточно больших по размеру и массе форм рекомендуют использовать пневматическую трамбовку.
15. Часто внутри форм, на крестовинах, закрепляют крючки из изогнутой низкоуглеродистой стальной проволоки, которые служат опорой для формовочной смеси. Эти крючки для лучшего сцепления со смесью можно обмазать жидкой формовочной глиной.
16. Для того чтобы лучше зафиксировать формовочную смесь в верхней опоке, в ней устанавливают деревянные колышки.
17. Такие места в форме, как выступающие части, углы, болваны и переходы от тонких сечений к толстым, закрепляют с помощью литейных гвоздей, или шпилек.
18. Проволочные или литые каркасы используют в литье в качестве «скелета» стержней. При этом в небольшие по размерам стержни вставляют каркасы из тонкой проволоки, в более крупных стержнях устанавливают каркасы либо из проволоки диаметром до 9 мм, либо литые из чугуна.
19. Каждому литейщику необходимо всегда иметь под рукой пульверизатор (для нанесения краски на детали) и пневматические сопла (для обдува готовых форм перед сборкой их частей).
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Инструменты
Инструменты Минимальный набор инструментов состоит из топора, молотка, гвоздодера, долота, нескольких отверток с разными полотнами, гаечного ключа и клещей. Со временем и по мере надобности этот минимальный набор может постоянно пополняться.Постепенно в вашем арсенале
Инструменты
Инструменты Не подлежит сомнению, что каждый уважающий себя мужчина должен иметь под рукой хотя бы самые нужные инструменты: молоток, топор, плоскогубцы, клещи, отвертки и др. Однако следует учесть, что при плохом их состоянии не только сложные, но и простейшие операции
Инструменты
Инструменты Для выполнения качественных чеканных работ используются чеканы различной формы и из разного материала, специальные молотки и другие инструменты, относящиеся к кузнечному и слесарному делу.ЧеканыЭто основной рабочий инструмент, с помощью которого ведется
Инструменты
Инструменты По назначению все кузнечные инструменты делятся на основные, вспомогательные и измерительные. В группу основных инструментов, кроме рассмотренных выше, входят различные кувалды, гладилки, шпераки и пр. С их помощью металлу придаются необходимые формы и
Строгальные инструменты
Строгальные инструменты Чтобы убрать остающиеся на поверхности древесины после распиловки шероховатости, покоробленность, риски, применяют такой вид обработки, как строгание. На рисунке 33 показано, из каких элементов состоят инструменты для строгания. Рис. 33. Элементы
Инструменты для сверления
Инструменты для сверления Скрепление деталей из дерева предполагает соединения с помощью шипов, шурупов, болтов пазов, которые делаются с помощью различных сверлильных инструментов. Ими же удаляются сучки.Сверлильный инструмент отличается разнообразием. Он
Инструменты и приспособления
Инструменты и приспособления Для выдувания изделий из стекла необходимо приготовить следующий набор материалов, инструментов и приспособлений (рис. 127). Рис. 127. Инструменты и приспособления, необходимые для изготовления художественных изделий из стекла: а – проволока
Инструменты и приспособления
Инструменты и приспособления Для изготовления толстостенных сосудов из стекла нужно приготовить следующие и приспособления:1) стол;2) чугунная плита;3) металлический шар нужного размера с прикрепленной ручкой;4) щипцы;5) деревянные стержни или кветчер для отделки
Инструменты и приспособления
Инструменты и приспособления Прежде всего следует оборудовать небольшое помещение, приготовив следующий набор инструментов и приспособлений:1) стол;2) стеклодувная газовая горелка;3) ножницы для отделки;4) ножницы для резки стекла;5) гладилка;6) щипцы;7) разводные
Инструменты и приспособления
Инструменты и приспособления В мастерской должны быть:1) cтол (площадь его составляет не менее 120 x 70 см2, высота – 70 см);2) станок для матового гравирования;3) набор медных кругов (рис. 150); Рис. 150. Гравирование медными кругами.4) выталкиватель, предназначенный для того,
7.4. Инструменты и материалы
7.4. Инструменты и материалы Прежде всего, несколько слов о рабочем месте. Резать можно за любым столом, лишь бы он был достаточно прочен, но лучше воспользоваться конструкцией, предложенной в главе «Гравирование». Очень важно подобрать правильное освещение: мягкий свет –