Технология наплавки
Технология наплавки
Процесс наплавки начинается с тщательной очистки детали от грязи, масла, краски. Рекомендуется обжигать поверхности, подлежащие наплавке газовыми горелками. Применяют также промывку горячим раствором щелочи с последующей промывкой горячей водой, очистку стальной щеткой.
Для предупреждения больших внутренних напряжений и образования трещин часто наплавляемые детали подогревают до температуры, зависящей от основного и наплавляемого металлов. Приемы и режимы наплавки зависят от формы и размеров деталей, толщины и состава наплавляемого слоя.
Большое значение для качества и формирования наплавляемого слоя имеет доля основного и присадочного металла. Влияние основного металла на качество наплавляемого слоя пропорционально доле участия его в образовании слоя. Эта доля зависит не только от способа наплавки, но особенно от режима наплавки. Например, при наплавке под флюсом влияние режима на качество наплавляемого слоя больше, чем при ручной наплавке покрытыми электродами, что объясняется большим проплавлением основного металла.
Преимуществом наплавки порошковой проволокой (или лентой) является меньшая плотность тока, что обеспечивает меньшую глубину проплавления основного металла и, как следствие, меньшее перемешивание его с наплавляемым металлом. При нанесении слоя в виде отдельных валиков должно быть обеспечено оптимальное перекрытие валиков при ручной наплавке на 0,30–0,35 ширины, а при механизированной – на 0,4–0,5 ширины валика.
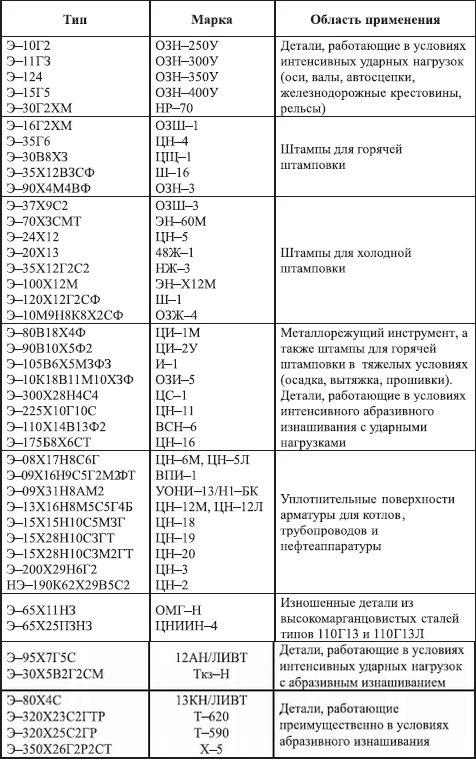
Таблица 29
Наиболее распространенные типы и марки электродов для наплавки и основные области их применения
Ручную дуговую наплавку производят электродами с диаметром стержня 4–5 мм. Сварочный ток составляет 160–250 А. Напряжение дуги – 22–26 В. Наплавку производят короткой дугой постоянным током обратной полярности. При наплавке перегрев наплавленного слоя не допускается. Для этого слой наплавляют отдельными валиками с полным последовательным охлаждением каждого валика.
Зернистые порошковые смеси наплавляют с помощью угольного электрода. На подготовленную поверхность насыпают тонкий слой флюса – прокаленной буры (0,2–0,3 мм) и слой порошковой смеси толщиной 3–7 мм и шириной не более 50 мм. При большей ширине наплавляют несколько полос (рис. 96). Слой разравнивают и слегка уплотняют гладилкой. Наплавку производят плавными поперечными движениями угольного электрода вдоль наплавляемой поверхности. Скорость перемещения должна обеспечивать сплавление наплавляемого сплава с основным металлом. Ток постоянный прямой полярности. При диаметре электрода 10–16 мм сварочный ток составляет 200–250 А, напряжение дуги 24–28 В. Длину дуги поддерживают в пределах 4–8 мм.
Механизированная наплавка выполняется наплавочной проволокой сплошного сечения диаметром 2–5 мм сварочным током 200–1000 А при напряжении дуги 28–45 В. При наплавке порошковой проволокой диаметром 2–3,6 мм применяют сварочные токи 150–400 А (напряжение дуги 22–32 В). Большие технические возможности и высокая производительность наплавки под флюсом позволяют применять ее при самых различных наплавочных работах. Восстановление и упрочнение плоских поверхностей производят наплавкой проволокой или лентой под флюсом. Наплавку цилиндрических поверхностей выполняют винтовой линией или кольцевыми валиками. Поверхности диаметром более 400 мм рекомендуется наплавлять электродной лентой или пользоваться многоэлектродной установкой. Учитывая, что автоматическая однодуговая наплавка под флюсом характеризуется относительно более глубоким проплавлением основного металла, рекомендуется применение двухдуговой наплавки проволокой диаметром 1,6–2,0 мм.
Хорошие результаты дает наплавка под флюсом ленточным электродом, при котором коэффициент плавления выше на 25–30 %, а глубина проплавления и доля основного металла в наплавленном слое уменьшается почти вдвое. Плотность тока составляет 20–40 А/мм2, а напряжение – 28–34 В. При наплавке поверхностей сложной конфигурации важное значение имеет возможность наблюдения за процессом наплавки. В этих случаях рекомендуется производить наплавку в защитном газе или самозащитной проволокой открытой дугой. Цилиндрические поверхности малого диаметра целесообразно наплавлять вибродуговой установкой.
Если детали подлежат механической обработке, при наплавке надо стремиться к получению ровной поверхности и к минимальному припуску на обработку.
Твердость наплавленного слоя может быть снижена отжигом, а после механической обработки повышена путем закалки и последующего отпуска.

Рис. 96. Схема наплавки:
hu – величина износа; hнер – высота неровностей; hн – высота наплавленного слоя
Данный текст является ознакомительным фрагментом.