Подготовка строгального инструмента
Подготовка строгального инструмента
Подготовка строгального инструмента включает заточку ножа и правильную установку его в колодке. Для заточки понадобятся мелкозернистый абразивный брусок и оселок. Рассмотрим последовательность заточки на примере ножа рубанка.
Сначала нож затачивают на бруске, закрепленном в деревянной оправе или выемке на рабочем столе. При этом по камню проводят нижней скошенной гранью ножа (фаской). Нож держат правой рукой, а левой нажимают на него движением от себя (рис. 54, а, б).
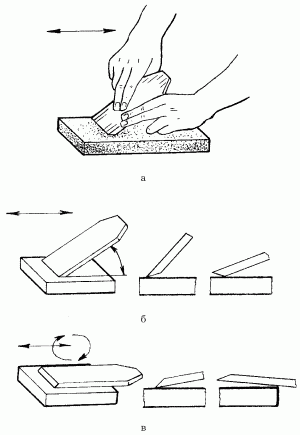
Рис. 54. Заточка рубанка: а – положение ножа при заточке; б – положение фаски; в – снятие заусенца.
Необходимо следить за тем, чтобы при перемещении ножа по бруску фаска прилегала к камню всей плоскостью. Угол наклона ножа изменять нельзя, иначе фаска станет горбатой, ее ширина – неодинаковой, вследствие чего строгать такой нож будет неудобно. Конечно, удерживать его под одним и тем же углом непросто из-за скольжения по камню. Необходимую сноровку, как и в любом другом деле, приобретают в процессе тренировок.
Чтобы на камне не оставалось следов металлической пыли, при заточке брусок периодически протирают ветошью.
Фаской ножа водят по камню до тех пор, пока по всей длине лезвия не появится заусенец, который легко прощупать пальцами.
После этого нож кладут плашмя передней гранью на брусок (рис. 54, в) и прямыми или круговыми движениями с легким нажимом водят им по бруску, в результате чего заусенец исчезает с передней грани и выступает на фаске. Нож снова переворачивают и удаляют заусенец с фаски. Если он опять появится на передней грани, всю работу повторяют. С каждым разом заусенец уменьшается. Завершающим этапом должно быть его удаление с фаски.
После удаления заусенца производят правку заточенного лезвия на оселке, который предварительно смачивают водой. Круговыми движениями проводят им сначала по фаске, затем по передней грани ножа и снова по фаске.
Во время заточки периодически проверяют с помощью угольника, не перекошена ли режущая кромка ножа (рис. 55, а).
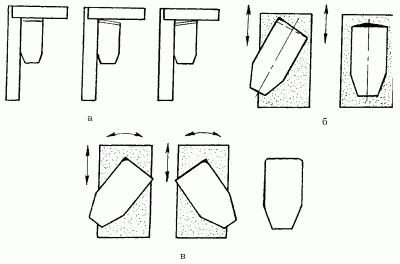
Рис. 55. Исправление режущей кромки: а – проверка правильности; б – устранение перекоса; в – скругление концов.
Даже малейший перекос недопустим. Его наличие в значительной степени осложняет процесс строгания: стружка сминается, забивает просвет между ножом и колодкой, откуда ее приходится постоянно вычищать. Причиной перекоса может быть производственный брак, а также заточка при неправильном положении ножа. В любом случае дефект необходимо устранить. Для этого сначала стачивают более высокую часть кромки, а затем выравнивают остальную ее часть (рис. 55, б). При стачивании нож отклоняют в сторону, противоположную той, на которой возник перекос, а в процессе выравнивания перемещают строго перпендикулярно к режущей кромке.
При наличии значительного перекоса нож необходимо переточить на крупнозернистом камне, на котором фаска стачивается быстрее, чем на мелкозернистом. Такой камень используют при первоначальной заточке ножа, производимой после покупки рубанка, и в случае повреждения или сильного затупления лезвия. Заточка (обдирка) на таком камне получается грубой, поэтому после появления первого заусенца переходят к заточке на бруске.
Начинающему мастеру следует учесть еще одну тонкость: перед тем как вставить заточенный нож в колодку, нужно обязательно скруглить концы режущей кромки, немного сточив углы (рис. 55, в). Если этого не сделать, острые углы будут оставлять на строгаемой поверхности трудноудаляемые борозды.
Итак, заточка произведена. Теперь нож можно установить в колодке. Самое главное при этом – правильно выпустить наружу режущую кромку ножа. Его вставляют в прорезь колодки и слегка прижимают клином в деревянной колодке или винтом в металлической. Затем рубанок поднимают до уровня глаз подошвой вверх и регулируют выпуск ножа таким образом, чтобы режущая кромка была строго параллельна подошве и выступала буквально на десятые доли миллиметра (при просмотре на свет лезвие едва заметно и кажется тонкой ровной нитью). После этого легкими ударами молотка закрепляют клин или до отказа заворачивают прижимной винт.
При слишком большом выпуске лезвия нож глубоко врезается в древесину и снимает толстую стружку, которая застревает в просвете между ножом и колодкой и препятствует продвижению рубанка.
Устанавливая двойной нож, необходимо проследить за тем, чтобы стружколомательная накладка не доходила до режущей кромки примерно на 2 мм. Для того чтобы разобрать рубанок, слегка ударяют молотком по заднему торцу деревянной колодки. Если колодка металлическая, достаточно отвернуть прижимной винт.
После усвоения последовательности подготовки к работе рубанка можно приступать к наладке шерхебеля, нож которого в процессе заточки нужно постоянно поворачивать то в одну сторону, то в другую так, чтобы в любой момент его можно было передвинуть по направлению радиуса закругления режущей кромки, за счет чего производится заточка всего лезвия. Нож шерхебеля должен выступать из колодки в виде узкого язычка, поэтому его режущую кромку выпускают на 1–1,5 мм.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Изготовление инструмента
Изготовление инструмента Для закрепления навыков слесарной и кузнечной обработки можно изготовить ряд слесарных и кузнечных инструментов, которые будут необходимы учащимся для их дальнейшей работы.Слесарное зубило куется вручную из прутковой стали У7 или У8. Заготовку
Гравирование с помощью абразивного инструмента
Гравирование с помощью абразивного инструмента Среди различного рода гравирования отдельно стоит гравирование абразивным инструментом. Этот способ представляет собой обработку изделия из стекла указанным инструментом, благодаря которому на изделии получается
5.1.1 Подготовка
5.1.1 Подготовка Данная работа состоит из следующих задач:5.1.1.1 Заказчик начинает процесс заказа, описывая концепцию или потребность в заказе, разработке или модернизации системы, программного продукта или программной услуги.5.1.1.2 Заказчик должен определить и
5.2.1 Подготовка
5.2.1 Подготовка Данная работа состоит из следующих задач:5.2.1.1 Поставщик проводит анализ требований, установленных в заявке на подряд, принимая во внимание организационные вопросы и другие установленные правила.5.2.1.2 Поставщик должен принять решение об участии в конкурсе
6.3.1 Подготовка процесса
6.3.1 Подготовка процесса Данная работа состоит из следующих задач:6.3.1.1 Должна быть выполнена адаптация процесса обеспечения качества к условиям конкретного проекта. Должны быть определены цели процесса обеспечения качества так, чтобы гарантировать, что программные
6.4.1 Подготовка процесса
6.4.1 Подготовка процесса Данная работа состоит из следующих задач:6.4.1.1 Должны быть определены необходимость наличия в проекте работ по верификации и степень организационной независимости при проведении данных работ. Проектные требования должны быть проанализированы на
6.5.1 Подготовка процесса
6.5.1 Подготовка процесса Данная работа состоит из следующих задач:6.5.1.1 Должны быть определены необходимость наличия в проекте работы по аттестации и степень организационной независимости при проведении данных работ.6.5.1.2 Если проект предусматривает работы по аттестации,
6.6.1 Подготовка процесса
6.6.1 Подготовка процесса Данная работа состоит из следующих задач:6.6.1.1 Должны проводиться периодические анализы хода работ в сроки, установленные проектным планом(ами). Должны проводиться целевые анализы в сроки, определяемые заинтересованной стороной.6.6.1.2 Между
6.7.1 Подготовка процесса
6.7.1 Подготовка процесса Данная работа состоит из следующих задач:6.7.1.1 Аудиторские проверки должны проводиться в сроки, установленные проектным планом(ами).6.7.1.2 Аудиторский персонал не должен нести какой-либо прямой ответственности за проверяемые программные продукты и
6.8.1 Подготовка процесса
6.8.1 Подготовка процесса Данная работа состоит из следующей задачи:6.8.1.1 Должен быть установлен процесс решения проблем для обработки всех проблем (включая обнаруженные несоответствия), выявленных в программных продуктах и работах. Процесс должен удовлетворять следующим
7.2.1 Подготовка процесса
7.2.1 Подготовка процесса Данная работа состоит из следующих задач:7.2.1.1 Должна быть определена и документально оформлена инфраструктура, удовлетворяющая требованиям к процессу, использующему процесс создания инфраструктуры, с учетом соответствующих процедур,
7.4.1 Подготовка процесса
7.4.1 Подготовка процесса Данная работа состоит из следующей задачи:7.4.1.1 Должен быть выполнен анализ требований к проекту с целью определения и своевременного создания условий для формирования штата квалифицированного административного и технического персонала. Должны
Подготовка сырья
Подготовка сырья Сырьевые материалы, используемые для производства стекла, нуждаются в дальнейшей обработке. К примеру, пески подвергают обогащению – из них извлекаются и удаляются железистые примеси, затем их сушат и просевают; доломит и известняк предварительно
41. Конструкционные стали: строительные, машиностроительные, высокопрочные. Инструментальные стали: стали для режущего инструмента, подшипниковые, штамповые
41. Конструкционные стали: строительные, машиностроительные, высокопрочные. Инструментальные стали: стали для режущего инструмента, подшипниковые, штамповые Углеродистые инструментальные стали У8, У10, У11,У12 вследствие малой устойчивости переохлажденного аустенита
8.5. МЕРЫ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ СТРОИТЕЛЬНЫХ МАШИН, ТРАНСПОРТНЫХ СРЕДСТВ И РУЧНОГО ИНСТРУМЕНТА
8.5. МЕРЫ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ СТРОИТЕЛЬНЫХ МАШИН, ТРАНСПОРТНЫХ СРЕДСТВ И РУЧНОГО ИНСТРУМЕНТА Машины, оборудование и механизированный инструмент, находящиеся на балансе в строительно-монтажных организациях, должны иметь паспорта и инвентарные номера, по
Адреса изготовителей и поставщиков машин, оборудования и инструмента
Адреса изготовителей и поставщиков машин, оборудования и инструмента 1. Бородянский экскаваторный завод 255770, Украина, Киевская обл., ПГТ Бородянка, ул. Индустриальная, 22. «В-Л Комплект» 115432, Москва, Южнопортовый проезд, 8 тел.: (495) 354-08-92; 354-09-293. ГП «Минский тракторный завод»