2.9. Барельефное литье
2.9. Барельефное литье
Характерной особенностью барельефного литья является определенная высота рельефа над фоном – она не превышает обычно 1/3 плоскостных размеров изделия.
Работа начинается с изготовления модели из пластилина. Удобнее всего лепить на стекле или пластмассе (рис. 2.17, позиция 2). Готовая модель, например, барельеф декоративной решетки или барельефное изображение человека, животного, заливается раствором гипса. Готовить его очень удобно в резиновой чаше (срезанный на 1/3 резиновый мяч); в нее засыпают такое количество гипса, чтобы его вершинка слегка выступала над залитой в чашу водой. В перемешенном виде раствор должен по густоте напоминать жидкую сметану.
Первый слой гипса наносят на модель кисточкой, не допуская образования пузырьков воздуха в углублениях; затем модель помещается в ограждающую рамку (опоку), которая не позволит гипсу растечься при заливке всего объема (рис. 2.17, позиция 3). Через 10–15 минут гипс затвердеет и слепок (полуформа) с модели готов. Пластилин удаляют стеком под струей теплой воды.
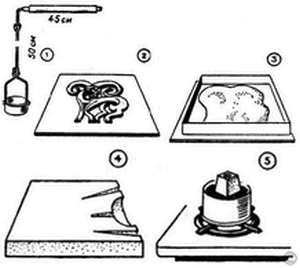
Рис. 2.17.: 1 – центрифуга; 2 – формовка кулона; 3 – заливка гипсом; 4, 5 – прокалка (сушка) формы на газовой плите.
При помощи этой же опоки отливают вторую полуформу – цельную пластину из гипса. На ее гладкой стороне прорезают литники и выпоры (рис. 2.17, позиция 4). литниками называются отверстия, по которым металл заполняет форму. Выпоры – вспомогательные отверстия, по ним под давлением расплавленного металла воздух и литейные газы выходят из пустот формы.
Обе полуформы складывают вместе и обвязывают мягкой медной проволокой, шов заливают гипсом. В верхней торцевой части полуформ делают воронку (от дна которой начинается литник), в не будет заливаться расплавленное олово или третник. Готовую гипсовую форму сушат на очень слабом огне газовой плиты примерно около 3 часов при температуре не более 150–200 °C (рис. 2.17, позиция 5). Нужно следить, чтобы сушка шла медленно, иначе форма может разрушиться.
После того как изготовление формы заканчивается, можно приступить к литью. Оно начинается с расплавления металла. Для получения качественной отливки важно выдержать оптимальную температуру расплава. Признаком достижения нужной температуры служит пленка соломенно-желтого цвета, образовавшаяся на поверхности жидкого олова. Расплав такой температуры и следует заливать в форму. Пренебрежение этими требованиями отрицательно скажется на отливке: недогретый металл даст смазанный отпечаток, перегретый (более 360 °C) – перекристаллизует гипс формы, и пары кристаллизованной воды оставят раковины на поверхности отливки.
Остывшую форму помещают в чашу центрифуги, быстро заливают металл и начинают энергично вращать центрифугу в вертикальной плоскости. Под действием центробежных сил расплавленный металл заполнит все мельчайшие углубления формы. Если модель не имеет мелких деталей и значительных углублений, можно обойтись без центрифуги.
Вращение центрифуги продолжается не более полминуты. За это время металл кристаллизуется и застывает. Как только олово в форме застынет, форму опускают в миску с водой. Размокший гипс легко удаляется, и отливка освобождается, с нее срубают весь лишний металл: литники, выпоры и т. д. Если отливка получилась с дефектами – раковинами, недоливами, – нехватку металла можно восполнить с помощью электропаяльника мощностью 80 Вт.
Затем приступают к окончательной отделке. То, что не удалось сделать в пластилине, доводят теперь на металле. Отливку крепят сургучом на деревянной пробке или дощечке и зажимают ее в тиски. Обработку отливки ведут шаберами, чеканами, штихелями (см. далее главы: «Чеканка» и «Гравирование»).
В процессе обработки олово приобретает блеск, и блики мешают видеть форму. Убрать их можно тонированием раствором медного купороса. Купорос придает изделию серовато-черный оттенок, напоминающий старое серебро. После окончательной полировки тонировку нужно сохранить в углублениях. Таким приемом удается еще больше подчеркнуть рельефность. Изделия, выполненные при помощи барельефного литья можно отделать плавленым бисером, инкрустировать жемчугом, эмалевыми вставками (см. рис. 2.14– 2.16 и 2.18).
Нередко, чтобы уменьшить вес изделия и получить тонкостенную отливку (она меньше подвержена усадочным раковинам), пластилин из первой полуформы удаляют частично, сохраняя только лицевую оболочку толщиной 2–3 мм. Вторая полуформа должна быть выпуклой и соответствовать пустотам на полях первой половины делают полукруглые замковые лунки, а затем вместе с пластилином смазывают ее растительной смазкой – скипидарной мастикой или мыльной пеной. Вторая полуформа отливается на разделительную смазку поверх первой полуформы. Затем полуформы разнимают и удаляют пластилин. На второй полуформе прорезают литники и выпоры, и на обеих режется литниковая воронка.

Рис. 2.18. Кулон. Инкрустирован плавленым бисером. Автор И. Малаховский.
Форма для отливки медалей изготовляется примерно так же (см. главу «Басма»). Нужно только во время литья размещать ее не строго вертикально, а наклонно, под углом 30–40°. При таком положении отливка медалей идет качественнее.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Литье
Литье Литейное дело – одно из самых древних ремесел, оно известно на Руси уже несколько тысячелетий. В те далекие времена, когда литейное производство только-только появилось, литейщики использовали глиняные формы, причем модель делали из воска.Пик развития литейного
2. Литье как основной элемент изготовления сложнопрофильных ювелирных украшений
2. Литье как основной элемент изготовления сложнопрофильных ювелирных украшений Способы изготовления художественных изделий из металлов весьма многообразны, а технология их производства может быть как простой, так и достаточно сложной.Ювелирные украшения (кольца,
Раздел II Художественное литье: чугун и цветные металлы
Раздел II Художественное литье: чугун и цветные металлы О природе вещей «…металлам, расплавленным жаром, может даны быть фигура и форма какая угодно» Лукреций
2.2. Каслинское литье
2.2. Каслинское литье Производство художественных изделий из чугуна – садовой мебели, решеток, надгробий, скульптуры, бытовых предметов производилось на чугунолитейном заводе в городе Касли. При их изготовлении используются сложные технологии формовки и отливки изделий
2.3. Нижнетагильское медное и бронзовое литье
2.3. Нижнетагильское медное и бронзовое литье Федор Звездин, один из выдающихся уральских литейщиков. Его работы часто экспонировались на выставках в России, и время, к счастью, не уничтожило их. Они сохранились и демонстрируются в различных музеях страны.Федор Звездин,
2.4. Оловянное литье. Технико-технологические сведения
2.4. Оловянное литье. Технико-технологические сведения Литье из олова известно человечеству с древнейших времен. Еще за шесть тысяч лет до нашей эры в Египте лили из олова украшения. Упоминания об этом металле встречается в древнеиндийской, греческой, римской литературах.
2.10. Ажурное литье
2.10. Ажурное литье Олово теперь стало привычным металлом, но в XVI–XVII веках оно вывозилось в Россию из других стран и ценилось довольно высоко. Тонким слоем олова покрывали железные изделия, чтобы предохранить их от ржавчины. Из серебристого легкоплавкого металла отливали
2.11. Объемное литье
2.11. Объемное литье В отличие от барельефного и ажурного с помощью объемного литья можно получить выгнутые рельефы, кольца и перстни с орнаментом по всему периметру (см. рис. 2.14, 2.15, 2.16 и 2.18). Также изготовляются и полнообъемные фигуры.Технологию объемного литья мы опишем на
2.12. Литье небольшой шкатулки
2.12. Литье небольшой шкатулки Олово довольно дорогой металл. Поэтому его в художественном литье стараются заменить другими металлами или сплавами с низким содержанием олова.Очень широко в литейном деле используют медные сплавы. В первую очередь это латунь – сплав меди с