2.12. Литье небольшой шкатулки
2.12. Литье небольшой шкатулки
Олово довольно дорогой металл. Поэтому его в художественном литье стараются заменить другими металлами или сплавами с низким содержанием олова.
Очень широко в литейном деле используют медные сплавы. В первую очередь это латунь – сплав меди с цинком, в который часто включаются добавки: олово, алюминий, марганец, свинец и др. Температура плавления латуни различных марок 980–1000 °C. Латунь достаточно недорогой материал. Она обладает хорошими литейными свойствами. Особенно ярко это выражается у латуни марок ЛЦ30А3, ЛЦ38Мц2С2, ЛЦ16К4, у алюминиевой латуни ЛА67-2,5, марганцево-свинцовой латуни ЛМц58-9-2. В маркировке начальная буква «Л» обозначает название «латунь», далее – добавки «А» – алюминий, «Ц» – цинк, «Мц» – марганец. Отливки из латуни имеют хорошую плотную структуру. Они хороши для изделий сложных форм, в том числе и ажурных.
Выпускается латунь в виде проволоки, прутков, листов и слитков. На открытом воздухе и от частой смены температуры латунь теряет блеск, покрывается сернистыми и оксидными пленками, чернеет и даже разрушается. Поэтому нужно тщательно продумать условия хранения сырья. Готовые латунные изделия использовать в закрытых помещениях.
Механические свойства латуни также отвечают предъявляемым требованиям – чистовая обработка латунных отливок не вызывает особых затруднений. Часто на латунные отливки гальваническим способом наносят металлические покрытия. Никелевые покрытия обеспечивают защиту изделия от коррозии, серебряные и даже золотые покрытия применяются в производстве недорогих ювелирных изделий.
Прочие сплавы на основе меди называются бронзами. Наиболее распространенной является оловянная бронза (сплав меди с оловом). Она отличается высокой жидкотекучестью, долговечностью. Бронза устойчивей реагирует на влияние коррозийных факторов, а потому широко применяется для уличной архитектуры и скульптуры. Наилучшим материалом считается оловянная бронза с содержанием олова 5–7 %. Положительным считается присутствие в оловянных бронзах 5–7 % цинка и 1–4 % свинца. В художественном литье применяются сплавы с низким содержанием олова – 0,5–3 % (марка БХ-3). Содержание цинка в этом сплаве достигает 25–35 %. Применяется также бронза БХ-2 (олова 1–5 %, цинка 8-13 %), БХ-1 (олова 4–7 %, цинка 5–8 %).
С увеличением процентного содержания олова цвет бронзы меняется от красного (до 10 % олова), до желтого (до 15 % олова). При содержании 50 % олова бронза приобретает белый цвет, при более чем 70 % олова – серо-стальной.
Еще одна группа бронз, так называемые безоловянные или специальные бронзы, представляют собой сплавы меди с алюминием, марганцем, свинцом. Эти бронзы стоят дешевле, прочны и стойки к коррозии. Применение их в литейном деле ограничено в силу большой усадки. Однако это не имеет большого значения для отливки неответственных изделий.
Маркировка бронз начинается с букв «Бр». Далее – начальные буквы входящих в сплав элементов: А – алюминий, Ж – железо, Мц – марганец, О – олово, С – свинец и т. д.; после названия каждого элемента цифрами указывается его процентное содержание в сплаве.
Механическая доработка бронзовых отливок также не вызывает затруднений.
Широко используются в литейном деле сплавы алюминия. Чистый алюминий не обладает достаточными литейными свойствами. К тому же он недостаточно прочен.
«Издавна людям были известны самородное золото и железо, сера и платина. О том, что существует самородный алюминий, узнали совсем недавно, впервые он был обнаружен в трапповых горах Сибирской платформы в 1978 году прошлого века. У некоторых ученых эти находки вызывали недоверие, возможно, связанное с тем, что не удавалось удовлетворительно объяснить происхождение алюминиевых химически чистых самородков…». Е. Осадчий и др. К вопросу о происхождении самородного алюминия. «Доклады АН СССР», том 266, № 5, 1982.
В алюминий добавляют медь, магний, цинк, кремний, железо, марганец, никель, хром для того, чтобы получить более прочный сплав. Благодаря добавкам алюминиевые сплавы приобретают хорошие литейные свойства, сохраняя способность легко подвергаться механической обработке. Наиболее распространенным литейным сплавом на алюминиевой основе является силумин – сплав алюминия с кремнием (марки АЛ2, АЛ4, АК9, АЛ9, АК7). Железо, никель, хром повышают прочность сплавов.
Перечень изделий, изготавливаемых из алюминиевых сплавов, велик. Это и крупные литые скульптурные и архитектурные детали, и предметы интерьера. Даже посуду, классически изготовлявшуюся из чугуна, теперь с успехом заменил алюминий.
На начальном этапе предлагаем использовать один из самых доступных и легкоплавких металлов – цинк. Он обладает высокими литейными свойствами, низкой температурой плавления (419 °C), что позволяет заниматься литьем без особых нагревательных приспособлений. Но самое главное – не надо прилагать особых усилий к его поиску. Проще всего сделать запас цинковых стаканчиков от гальванических элементов (батареек). От остатков смолы полые цинковые стаканчики очищают кипячением в 10 %-ном растворе питьевой соды. А затем собранный цинковый материал сплавляют в слиток, наполнив им обычную консервную банку и установив ее над костром. Таким образом, на первое время материалом вы себя обеспечите.
Такое небольшое знакомство с литейными сплавами и их свойствами мы приводим в надежде, что, получив первый опыт, вы оцените возможности литейного ремесла и прелесть изготовляемых таким способом изделий. Хорошее знание материалов позволит вам в дальнейшем совершенствоваться, переходя к более сложным изделиям, качество выполнения и внешний вид которых будут во многом определяться правильным видом материала.
Одновременно можете заниматься заготовкой алюминиевого (различная посуда), бронзового (водопроводные краны, потерявшие свою художественную ценность статуэтки, детали скульптур, архитектурных украшений) лома. Желательно, чтобы это были остатки изделий, ранее изготовленных литьем. Определить это можно по наличию на них следов специфического литейного шва.
Приспособления и инструменты.
Форму для отливки шкатулки готовят в двух ящиках-опоках без дна и крышки, сделанных из хорошо просушенной древесины березы, сосны, бука. Применяются они для облегчения сборки, переноски и удаления формы. Опоки могут иметь прямоугольную, круглую формы или приближенно повторять очертания моделей, они называются фасонными опоками. Они труднее в изготовлении, но удобны тем, что, имея мало свободного от модели пространства, позволяют экономить формовочные смеси. Деревянные опоки – это рамы, собранные на шурупах и клее (см. рис. 2.28, позиция 1 А, В).
С двух противоположных сторон каждой рамы укрепляют горизонтальные планки, которые называются выступами, или приливами (позиция 1 Г). В приливах сверлят два отверстия и забивают в них металлические трубки (позиция 1 Д). Чтобы трубки не выпадали, их торцы слегка проковывают. Из толстой проволоки сгибают штыри и соединяют верхнюю и нижнюю опорки (позиция 1 Б, Е).
В работе вам потребуются совок, сито, трамбовка, иглы, подъемы, ланцеты, мешочки с припылом, гладилки, кисти (см. позиции 2 A-И). Совком засыпают в опоки формовочную смесь, через сито ее просеивают.
Сита применяются для разрыхления формовочных смесей при покрытии ими поверхности моделей. Сетку сита желательно выполнить из латунной проволоки с ячейками 1–1,5 мм для мелкого литья и для крупного – 3–5 мм. Диаметр сита обычно составляет 30–40 см. облицовочную формовочную смесь насеивают на поверхность модели посредством такого сита. Набойки и трамбовки применят для распределения и уплотнения формовочных смесей в опоках. Наиболее удобна трамбовка с двумя рабочими частями – цилиндрической и клиновидной (позиция 2 В).
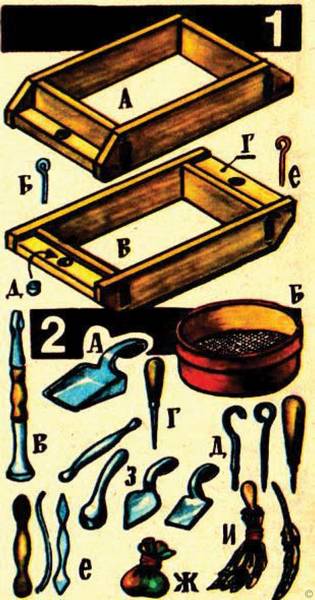
Рис. 2.28. Приспособления и инструменты.
Вентиляционные иглы (позиция 2 Г) служат для прокалывания в песчаной форме каналов, из которых выходят газы, образующиеся при заливке металла. Эти каналы способствуют увеличению газопроницаемости формы. Используются прямые и изогнутые иглы. Иглы изготавливают из стальных прутков, заточенных на конус.
Мешочком с порошком припылом (позиция 2 Ж) припудривают поверхность модели перед формовкой, а также готовую форму перед сборкой и отливкой. Благодаря этому к ней не прилипает формовочная смесь. Кроме того, припудренную модель легко извлекать из готовой формы.
В качестве припыла применяют измельченный древесный уголь, цемент, тальк, графит, а для тонкого фасонного литья – ликоподий (споры болотного растения плавуна). Мешочек для порошка делают из марли или другой редкой ткани. Очищают внутренние поверхности модели от лишнего припыла кистью из мягких перьев птиц, а внешние – обметают кистями из конского волоса (см. позицию 2 И).
Подъемы (позиция 2 Д) представляют собой тонкие стержни, один конец которых согнут в виде кольца, а другой заострен – служит для извлечения модели из формы. На рабочей части крупного подъема нарезают резьбу.
Отделочные ланцеты и гладилки (см. рис. 2.28, позиции 2 З) используются для исправления повреждений на форме. Гладилки и ланцеты можно изготовить из инструментальной стали или латуни. Рабочие поверхности гладилок тщательно полируют и применяют их для заглаживания шероховатостей поверхностей формы. Ланцетами исправляют повреждения в труднодоступных местах форм. Ланцетами подрезают формовочную смесь, например, при изготовлении литниковой воронки. Линейки используют для срезания с опоки излишков формовочной смеси. Можно использовать деревянные и металлические линейки. Металлические линейки прослужат дольше.
Щетки используют для очистки поверхности моделей от загрязнений, полученных при формовке.
Деревянные молотки необходимы для уплотнения кусков формы на поверхности модели. Киянки используют для расталкивания модели перед ее извлечением из формы.
Деревянные бруски применимы при кусковой формовке, для уплотнения смеси в опоке. Трамбовки здесь применять нельзя, так как из-за малой рабочей поверхности они неравномерно воздействуют на смесь, что может привести к смещению кусков. Бруски же выбирают таких размеров, чтобы при трамбовке они упирались в края опоки. При этом они равномерно воздействуют на поверхность смеси на уровне краев опоки.
Подмодельные плиты – плоские, с гладкой поверхностью деревянные плиты, служащие для установки на них моделей при подготовке к формовке. Для плоских моделей применяют плиты с ровной поверхностью. Для моделей с выступами, поднятиями поверхности применяют плиты с прорезями. Выступающие части моделей укладывают в эти прорези.
Тигли – круглые металлические сосуды с толстыми стенками, слегка сужающимися книзу, используемые для плавления металла. Выполняются они из смеси глины, песка, шамота (мелкая, величиной с просеянное зерно крошка, получаемая дроблением и просеиванием огнеупорного кирпича). Содержание глины и шамота в смеси для тигля равное. Воду добавляют в количестве, необходимом для того, чтобы смесь приобрела консистенцию густой замазки. Тигли можно вылепить вручную или же сформовать в гипсовой форме. Вылепленные или сформованные тигли высушивают при комнатной температуре, а затем обжигают в печи при 900 °C.
Печь. Современная электрическая печь представляет собой металлический каркас, обложенный огнеупорным кирпичом или другими огнеупорными материалами, внутри которого по стенкам уложена металлическая проволока (нихром). Такую печь можно сделать самостоятельно, заказать или купить у изготовителей электрических печей. В дальнейшем она пригодится для обжига изделий из керамики, стекла, кварца, в эмальерном деле и т. д.
Современные высококачественные печи NABERTHERM (Германия) и других в настоящее время фирм, отвечают всеми техническими требованиями и хорошо зарекомендовали себя в эксплуатации. Они обеспечивают достаточную для приготовления расплава температуру, не требуют применения тигельных крышек для защиты металлического расплава от газов, образующихся в процессе сгорания топлива. Однако далеко не у всех есть возможность обзавестись такой муфельной печью. Из положения можно выйти, если сделать своими руками простейшую муфельную печь. Об этом было рассказано в журнале («Юный техник» № 9, 1982 и № 4, 1983).
Изготовление модели. Основой для литейной формы служит модель, выполненная в натуральную величину из гипса, дерева, металла, пластмассы и других материалов. Деревянные модели изготовляют из сосны, бука, ольхи, березы. Древесина должна быть хорошо просушена.
Шкатулка, эскизы которой приведены на рисунке 2.29, состоит из двух частей – корпуса и крышки. Чтобы корпус и крышку можно было легко извлечь из формы, их боковые стенки делают с небольшим уклоном. Соединительные петли составляют со стенками единое целое. Шкатулку отливают по частям – для крышки и корпуса делают отдельные формы. Боковые стороны крышки соединяют «на ус» тонкими гвоздями и клеем. На верхнюю сторону крышки переводят через копировальную бумагу нарисованный по клеточкам контур рельефа, который затем вырезают ножом-косяком, полукруглыми и прямыми стамесками. Законченный рельеф шлифуют мелкозернистой шкуркой. Верхнюю и боковую стенки соединяют друг с другом штырями. Так как модель крышки – разъемная, обе ее части должны легко разъединяться без значительных усилий. Разъемную модель крышки окрашивают нитролаком, эмалью или масляной краской.
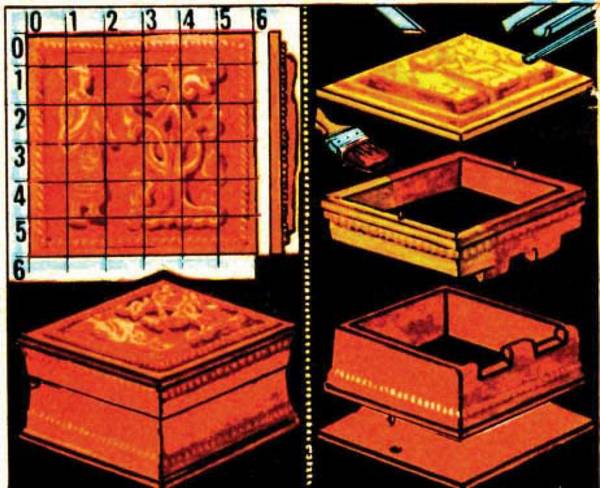
Рис. 2.29. Шкатулка и ее элементы. Рисунок Г. Я. Федотова.
В литейном деле принято в красный цвет окрашивать модели для чугунных отливок, в серый – для стальных, а в желтый – для цветных металлов. Потому оговоримся: несмотря на то, что на нашем рисунке 2.29 модель шкатулки окрашена в красный цвет, отливать ее можно из любых доступных перечисленных выше легкоплавких металлов. Одновременно с крышкой в той же последовательности изготавливают разъемную модель корпуса коробки.
Приготовление формовочной смеси.
Начинается процесс приготовления формовочной смеси с подбора материалов. Отправная точка в подборе материалов для формовочной смеси – форма будущего изделия и материал, из которого оно будет отливаться. Форма изделия – прямоугольная, а материал для отливки будет цинк, олово, бронза или алюминий. В зависимости от этого подбираем песок, отвечающий этим требованиям.
Формовочная смесь будет состоять из кварцевого песка, в который добавлено 8–12 % чуть влажной глины. Песок предварительно промывают, просушивают, а затем просеивают через сито.
Глину отмучивают, то есть заливают большим количеством воды и размешивают деревянной мутовкой до образования глинистой жижи. Когда раствор отстоится, песчинки и мелкие камешки опустятся на дно, а щепки, травинки и другие легкие предметы всплывут. Осветленную воду осторожно сливают и ковшом вычерпывают жидкую глину, которую потом помещают в широкую посуду, тонкий слой глины высохнет быстрее. Сушат глину в теплом сухом месте или на солнце. Потом ее измельчают в порошок, просеивают и высыпают в ящик, коробку или целлофановый пакет. В таком виде она пригодна для составления формовочных смесей.
Чтобы приготовить формовочную смесь, берут 9 частей песка, смешивают с 1 частью глиняного порошка, тщательно перемешивают и добавляют примерно 0,5 части воды. Раствор перемешивают до тех пор, пока он не станет однородным. В идеале для полного распределения влаги, смесь после перемешивания должна вылежаться 1,5–2 часа.
Правильно определить достаточность увлажнения трудно, потому что это во многом зависит от составов песка и глины. Но выполнение несложного теста может гарантировать вполне приемлемый результат.
Тест. Оптимальную влажность формовочной смеси можно определить так. Берут щепотку смеси, скатывают шарик, а потом подбрасывают вверх. Материал считается пригодным к работе, если шарик не рассыплется или не расплющится при падении. Рассыпавшийся шарик указывает на то, что формовочная смесь недостаточна увлажнена, а расплющенный – на избыток влаги. В первом случае в смесь добавляют чуть-чуть воды, а во втором – сухую песчано-глинистую смесь. Оптимальная влажность смеси должна составлять 3–5 %.
Основным связующим элементом формовочных смесей является уже упоминавшаяся глина. Она связывает частицы песка в единую массу и придает ей пластичность. Однако, будучи вязким материалом, глина увеличивает риск пригара формовочной смеси к поверхности отливки и может препятствовать выходу паров и газов, образующихся в процессе литья. Уравновешивать отрицательные свойства глины можно использованием так называемых крепителей. Самыми доступными крепителями являются масла, олифы, канифоль, патока. Добавление небольшого количества крепителей в песчано-глинистую смесь способно значительно улучшить ее качества. Самыми лучшими крепителями считаются натуральные льняное и конопляное масла или приготовленные на их основе олифы. Но их применение весьма ограничено (только для художественных работ наивысшего качества) из-за высокой стоимости.
Разделительный песок. Разделительным песком засыпают поверхности форм в стыках. Этот песок должен быть лишен глинистой составляющей так, чтобы не происходило склеивание двух и более разъемных частей формы. В качестве разделителя можно использовать песок, счищаемый с поверхности отливок, так как в местах соприкосновения формовочной смеси с раскаленным металлом ее глинистая составляющая практически полностью выгорает.
В некоторых случаях поверхности моделей во избежание прилипания к ним формовочной смеси смазывают керосином.
Формовка. На ровную и гладкую деревянную подмодельную плиту кладут одну из двух частей разъемной модели. В данном случае это будет верхняя сторона крышки. Ее укладывают рельефом вверх. Рядом располагают прямоугольный деревянный брусок – так называемый питатель (см. рис. 2.30, позиция 1). Следом за ним устанавливают опоку приливом вниз и припыливают поверхности детали и питателя, например, порошком древесного угля (позиция 2). Затем наносят слой облицовочной формовочной смеси, то есть более тщательно просеянной, мелкой и однородной. От нее зависит чистота поверхностей отливки (позиция 3). Постепенно слой за слоем всыпают в опоку наполнительную смесь, постепенно утрамбовывая ее, вначале клиновидным концом трамбовки, а затем плоским (позиция 4).
Утрамбовывать надо с таким расчетом, чтобы она была не рыхлой, но и не слишком плотной. В первом случае в формовочной смеси могут образоваться пустоты, которые потом заполняются металлом и исказят форму отливки; во втором – чрезмерное уплотнение помешает выходу газов при заливке металла.
Заполнив опоку доверху, деревянной или металлической линейкой снимают лишнюю формовочную смесь (позиция 5). В полуформе опоки, на равном расстоянии друг от друга, иглами делают вентиляционные каналы. Форму прокалывают с таким расчетом, чтобы вентиляционные каналы не касались модели (позиция 6). В противном случае металл попадет в каналы, нарушая чистоту поверхности отливки.
Далее опоку переворачивают так, чтобы приливы с ушками оказывались сверху (позиция 7).
Плоские участки формовочной смеси (поверхности разъема) посыпают сухим песком. Он разделяет две полуформы, не давая формовочной массе слипаться. Песок, попавший на модель, сметают кисточкой из перьев. Сверху устанавливают вторую часть модели, так, чтобы штыри, находящиеся на ней, свободно вошли в глухие отверстия, заранее просверленные в первой детали (позиция 8). На конце питателя устанавливают шлакоуловитель со стояком, а в самой высокой точке модели – так называемый выпор. Стояк – это деревянный усеченный конус, опирающийся на шлакоуловитель – призму с трапецеидальным сечением. Установив сверху вторую опоку и соединив ее с нижней штырями, покрывают модель и литниковую систему тонким слоем припыла и заполняют верхнюю опоку формовочной смесью (позиция 9). Лишнюю формовочную смесь удаляют линейкой (позиция 10). В верхней части формы накалывают вентиляционные отверстия и вырезают литниковую воронку (позиция И). вынув из гнезд соединительные штыри, убирают из формы и стояк. Осторожно снимают верхнюю полуформу опоки и кладут рядом с нижней. С помощью подъемов извлекают из полуформ модель и литниковую систему (позиция 12).

Рис. 2.30. Технология изготовления изделия. Рисунок Г. Я. Федотова.
Раскрытую форму тщательно осматривают, исправляя поврежденные места гладилками и ланцетами. Убедившись, что дефектов нет, внутренние поверхности формы припудривают толченым древесным углем. Затем полуформы накладывают одну на другую, соединяют штырями и устанавливают на постель, состоящую из слоя формовочной смеси (позиция 13). Сверху кладут деревянные бруски или планки и груз. Груз кладут так, чтобы он не прикрывал литниковую чашу и отверстие выпора.
Получение отливки. Все подготовительные операции завершены. Можно приступать к заливке металла.
Цинк, олово, свинец легко плавятся в обычной консервной банке на любом огне.
Свинец плавят на открытом воздухе или в помещении, оборудованном вытяжным шкафом. Алюминий плавят в глиняных тиглях, помещая их в муфельную печь. В ней можно плавить и бронзу, содержащую 25 % олова. Предварительно внутренние стенки и дно тигля присыпают бурой. Если сплавление ведут в печи с открытой топкой или на открытом огне, то наполненный тигель обязательно накрывают крышкой, чтобы защитить расплав от проникновения газов. При использовании муфельной электрической печи в крышке нет необходимости. Нагревают металл, как уже отмечалось, до температуры, в среднем на 100–150 °C выше точки его плавления. Причем, расплавы для тонкостенных и ажурных отливок и отливок с мелкими деталями нагревают сильнее, нежели заливки для простых и толстостенных изделий. При более высокой температуре сплав обладает большей жидкотекучестью и будет лучше заполнять трудные места.
Расплав вливают в форму через воронку литника (позиция 13). Заполнив доверху воронку и выпор, металлу дают затвердеть и остыть в течение 20–30 минут. Затем опоки разъединяют и выбивают отливку. Формовочную массу убирают в отдельный ящик для повторного использования при формовке корпуса шкатулки (позиция 14).
У выбитой из формы отливки отпиливают или обрубают зубилом литниковые образования и напильником стачивают наплывы. Металлической щеткой снимают с отливки пригоревшую формовочную смесь.
Когда следы литейного процесса с поверхности отливки удалены, наступает время чистовой обработки. По сравнению с моделью отливка всегда получается менее четкой, поэтому ее обрабатывают с помощью напильников с крупной а затем с мелкой насечкой и делают чеканку всех недостаточно прорисованных рельефных элементов. Если поверхность отливки имеет сложную рельефную или ажурную структуру, перед чистовой обработкой рекомендуется провести отжиг отливки. В результате отжига ее поверхность будет более податлива. Отжигают отлитое изделие, уложив его в ящик из жаростойкой стали, заполненный смесью песка и угля. Закрытый крышкой ящик для герметичности замазывают огнеупорной глиной и помещают в печь, прогретую до 900 °C. Желательно выдержать отливку в этом температурном режиме в течение 2–3 часа, в зависимости от толщины стенок, а затем поэтапно, сначала снизив температуру до 400 °C, а затем и до 150–100 °C, ее охлаждают. При 100–150 °C, ящик извлекают из печи. Еще раз хотим отметить, что отжиг требуется для проведения очень тонкой чеканки по сложному узору. Для простых изделий, с которых вы начнете свои опыты в литье, отжиг излишен.
Чеканку отливок можно производить обычными чеканными инструментами в технике, будет известной вам из главы «Чеканка». Мелким отливкам придают четкость с помощью зубильцев и штихелей (см. рис. 2.30, позиция 15). В той же последовательности отливают, а затем отделывают нижнюю часть шкатулки – корпус.
В заключение поверхность шкатулки покрывают декоративным защитным слоем.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Литье
Литье Литейное дело – одно из самых древних ремесел, оно известно на Руси уже несколько тысячелетий. В те далекие времена, когда литейное производство только-только появилось, литейщики использовали глиняные формы, причем модель делали из воска.Пик развития литейного
2. Литье как основной элемент изготовления сложнопрофильных ювелирных украшений
2. Литье как основной элемент изготовления сложнопрофильных ювелирных украшений Способы изготовления художественных изделий из металлов весьма многообразны, а технология их производства может быть как простой, так и достаточно сложной.Ювелирные украшения (кольца,
Раздел II Художественное литье: чугун и цветные металлы
Раздел II Художественное литье: чугун и цветные металлы О природе вещей «…металлам, расплавленным жаром, может даны быть фигура и форма какая угодно» Лукреций
2.2. Каслинское литье
2.2. Каслинское литье Производство художественных изделий из чугуна – садовой мебели, решеток, надгробий, скульптуры, бытовых предметов производилось на чугунолитейном заводе в городе Касли. При их изготовлении используются сложные технологии формовки и отливки изделий
2.3. Нижнетагильское медное и бронзовое литье
2.3. Нижнетагильское медное и бронзовое литье Федор Звездин, один из выдающихся уральских литейщиков. Его работы часто экспонировались на выставках в России, и время, к счастью, не уничтожило их. Они сохранились и демонстрируются в различных музеях страны.Федор Звездин,
2.4. Оловянное литье. Технико-технологические сведения
2.4. Оловянное литье. Технико-технологические сведения Литье из олова известно человечеству с древнейших времен. Еще за шесть тысяч лет до нашей эры в Египте лили из олова украшения. Упоминания об этом металле встречается в древнеиндийской, греческой, римской литературах.
2.9. Барельефное литье
2.9. Барельефное литье Характерной особенностью барельефного литья является определенная высота рельефа над фоном – она не превышает обычно 1/3 плоскостных размеров изделия.Работа начинается с изготовления модели из пластилина. Удобнее всего лепить на стекле или
2.10. Ажурное литье
2.10. Ажурное литье Олово теперь стало привычным металлом, но в XVI–XVII веках оно вывозилось в Россию из других стран и ценилось довольно высоко. Тонким слоем олова покрывали железные изделия, чтобы предохранить их от ржавчины. Из серебристого легкоплавкого металла отливали
2.11. Объемное литье
2.11. Объемное литье В отличие от барельефного и ажурного с помощью объемного литья можно получить выгнутые рельефы, кольца и перстни с орнаментом по всему периметру (см. рис. 2.14, 2.15, 2.16 и 2.18). Также изготовляются и полнообъемные фигуры.Технологию объемного литья мы опишем на
Ермаков Михаил Прокопьевич
Просмотр ограничен
Смотрите доступные для ознакомления главы 👉