Техника ковки
Техника ковки
Теперь рассмотрим процесс ковки. Хотя существует и холодная ковка, основные операции кузнец проводит именно с горячим железом. Разогревают его в горне. Это не такое уж простое дело, как может показаться.
Способов и приемов ковки множество, но все их можно свести к нескольким основным операциям. Это осадка и высадка, протяжка или вытяжка, рубка, прошивка или пробивка отверстий, гибка, закручивание, отделка (выглаживание), нанесение рисунка, набивка фактуры и рельефа, кузнечная сварка.
Нагрев металлов
Этот процесс начинается с розжига и топки горна.
Для начального нагрева холодного горна необходимо очистить очаг от золы и шлака, продуть фурму. Затем засыпать в очаг небольшой слой угля, следя за тем, чтобы отверстия фурмы оставались свободными, поверх него – древесную стружку или пропитанную керосином ветошь. Поджечь ветошь или стружку, засыпать сверху второй слой угля и начать слабо поддувать воздух в фурму. Когда уголь разгорится, добавить еще топлива и плавно увеличить подачу воздуха.
Уголь в горне спекается в корку, под которой и развивается необходимая высокая температура. Для разогрева заготовки зарывают ее целиком или нужную часть в горячие угли подальше от фурмы (чтобы между металлом и фурмой постоянно был слой раскаленного угля) и засыпают свежим углем. Корка образует спекшийся свод, который должен всегда быть целым. Время от времени подгребают от краев очага к центру свежий уголь и слегка обрызгивают его водой. Если угли под коркой выгорели и образовалась большая полость, разрушают свод и подгребают свежий уголь; вскоре образуется новая корка. Заготовку периодически поворачивают для равномерного нагрева.
Регулируют поддув так, чтобы пламя было нейтральным, невысоким, слегка коптящим. Избыток воздуха (высокое дутье) вызывает перегрев металла и оплавление кромок. Кроме того, образуется окалина, которая приводит к потерям (угару) металла, снижает качество и затрудняет дальнейшую обработку заготовки. Избыточный или неоправданно долгий разогрев заготовки приводит к пережогу металла, он становится хрупким, при ударе рассыпается на части.
Хорошая ковкость появляется после достижения температурного промежутка, который для каждого металла свой. Нагревать заготовки чаще всего приходится до ковочной температуры, которая для разных видов стали составляет от 1200 до 1250 °C.
Определение степени нагрева осуществляется с помощью специальных приборов – термопаров и пирометров. Но в условиях обычной кузницы проще и вернее определять ее на глаз. На разных степенях каления металлы окрашиваются в разные цвета, которые при остывании меняются в обратном порядке.
При дневном освещении в тени температуры нагрева соответствуют следующим цветам:
– 530–580 °C – темно-коричневый;
– 580–650 °C – красно-коричневый;
– 650–730 °C – темно-красный;
– 730–780 °C – вишневый;
– 780–830 °C – светло-вишневый;
– 830–900 °C – красный;
– 900–1050 °C – светло-красный;
– 1050–1150 °C – соломенно-желтый;
– 1150–1250 °C – лимонно-желтый;
– 1250–1400 °C – ослепительно белый.
Режимы нагрева
Правильный режим нагрева имеет большое значение для качественной последующей обработки. Обязательно нужно учитывать температурный интервал, верно определять время нагрева заготовки, чтобы не допустить пережигания или недокала.
Обычно ковку начинают при 1100° C и заканчивают при 700 °C. Следует помнить о том, что при длительном нагреве углерод стали выгорает прежде всего с поверхности. Если надо закалить изделие после ковки, долго греть заготовку нельзя. Лучше увеличить температуру в очаге горна.
Нижняя граница ковки должна превышать отметку 723 °C, выше которой кристаллическая решетка металла меняет свою структуру на гранецентрированную кубическую. В этом состоянии сталь имеет наибольшую пластичность.
Определение верхней границы ковки зависит от температуры плавления: она должна быть на 100–150 °C ниже последней. При превышении этого предела начинается резкое увеличение размеров зерен металла, что приводит к уменьшению пластических свойств. Такой дефект называется перегревом. Его можно устранить, проведя дополнительную ковку, после которой зернистость уменьшается, и подвергнув металл повторной термической обработке.
Нагрев до более высоких температур в горне приводит к тому, что материал начинает плавиться, вследствие чего большое количество углерода и других газов проникает в его нижние слои. Там происходит активное окисление, которое в кузнечном деле называется пережогом. Связь между зернами нарушается, и металл навсегда теряет пластичность.
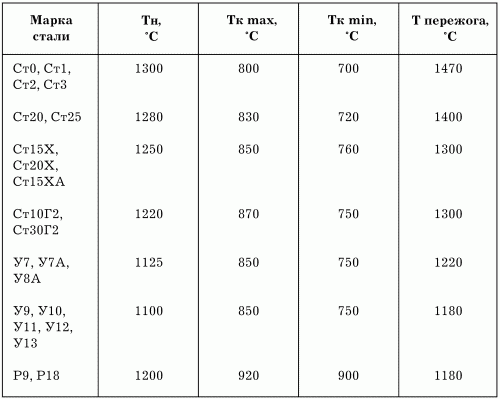
Нагревание сплавов следует производить в строго ограниченном температурном промежутке, который определяется свойствами материала. Он обозначается буквами Тн и Тк – температура начала и конца ковки.
При приближении к Тк у металла устанавливается мелкозернистая структура, которая обеспечивает высокую пластичность, поэтому при нагревании его стремятся доводить до этой температуры. Такой режим позволяет дольше ковать изделие. Но, с другой стороны, при долгом повышении температуры с поверхности начинает выгорать углерод. Деталь после этого будет очень трудно закалить. Поэтому режим следует выбирать заранее, с учетом поставленной задачи.
Интервал, в котором можно проводить ковку, у разных марок стали различный. Самый широкий (до 500 °C) имеют малоуглеродистые сорта стали, что позволяет обрабатывать их в течение длительного промежутка времени без дополнительного нагрева. Чем выше содержание углерода, тем этот промежуток меньше.
Другие металлы, например алюминий, имеют более низкий температурный интервал обработки. Для сплава ВД17 он составляет 400–470 °C.
Во время ковки металл постепенно остывает и с трудом поддается деформации. Поэтому останавливать процесс надо уже при достижении температуры, которая на 20–30 °C выше Тк.
Табл. 5 содержит информацию о температурных интервалах некоторых марок стали.
Таблица 5. Температурные интервалы ковки
Определение времени нагрева зависит от многих факторов. Не рекомендуется брать заготовки слишком большого диаметра, так как на полное прогревание требуется слишком много времени, за которое образуется большой слой окалины. В то же время, если слишком поспешить, то внутренние слои не приобретут достаточной пластичности и могут потрескаться.
Скорость нагрева зависит также от сечения заготовки. Быстрее нагреваются круглые детали, медленнее – квадратные. У изделий большего сечения разница почти отсутствует. Нагрев в горне, заправленном древесным углем, круглой заготовки диаметром 10–20 мм происходит за 2–4 минуты, а квадратной – за 3–5 минут.
Если размеры больше 30 мм, то время увеличивается до 8–15 минут, а у заготовок диаметром до 50 мм нагрев занимает до 25 минут.
Поскольку каменный уголь дает меньшее количество тепла, то нагревать на нем деталь придется немного дольше. Для того, чтобы получить гарантированно ровный прогрев, поковки рекомендуется выдерживать в огне в течение срока, больше требуемого на 25 %.
Отжиг
Очень часто для выполнения художественных изделий требуется пластичная поделочная сталь, а под рукой оказалась только инструментальная. Как поступить в таком случае? Ковкость металла можно повысить, проведя отжиг.
Как известно, содержащая меньшее количество углерода сталь более пластична.
При отжиге сталь более высокой марки нагревается в горне при температуре 650–720 °C, что соответствует темно-красному цвету каления, в течение 2–3 часов.
Регулировать режим ковки можно интенсивностью поддува. Периодически уровень накала надо проверять, охлаждение и перегрев одинаково нежелательны.
По прошествии нужного времени горн выключают и заготовке дают постепенно остыть. Чем медленнее будет происходить этот процесс, тем пластичнее станет металл. Если отжиг проводится на древесном угле, то можно закопать заготовку в золу и оставить в таком виде на несколько часов.
Окалина
При нагревании стальных изделий на поверхности образуется слой оксидов железа, называемый в кузнечном деле окалиной. Пластичность металла после ее появления заметно снижается.
С повышением температуры окисление становится более интенсивным, особенно после 900 °C. Образование окалины гораздо сильнее при избытке воздуха, наличие которого определяется по коротким прозрачным языкам пламени. Ее верхний слой, называемый шубой, частично предохраняет металл от дальнейшего окисления.
Параллельно происходит выделение углерода из верхних слоев материала, вследствие чего металл становится менее прочным и хуже закаливается.
У заготовок большого размера часть газа из внутренних слоев переходит во внешние, и металл немного восстанавливает свою пластичность.
В условиях кузницы полностью защитить поковку от образования окалины невозможно. Для уменьшения этого процесса применяют скоростной нагрев, однако делать это можно не во всех случаях.
Следует также отметить, что образование окалины происходит не только во время нагревания, но и в течение ковки. Поэтому при переносе надо следить за тем, чтобы слой «шубы» не осыпался.
Обрабатывая металл на наковальне, окалину удаляют только с тех частей, которые подвергаются деформации. У заготовок из малоуглеродистых сталей нагар легко удаляется ударами ручника.
Перед тем как положить заготовку в горн, на нее наносят специальные обмазки. Они не только защищают металл, но и являются хорошим смазывающим материалом, снижающим время нагрева и увеличивающим пластичность металла.
Простой способ защиты от окалины мелких изделий из инструментальной стали, например чеканов, напильников и т. п., – нагревать их внутри герметично закрытой трубы.
Дефекты нагрева
При недогреве, который появляется при неправильно выбранном тепловом режиме или плохой поддувке, разные части заготовки во время ковки деформируются неодинаково. Это вызывает перекос и образование трещин.
Если прокаливается только часть заготовки, необходимо следить за тем, чтобы весь подлежащий обработке участок был одного цвета. В противном случае поковка требуемой формы не получится.
Важно следить за режимом поддува: он должен быть равномерным и давать необходимую для того или иного процесса температуру.
Часто при неправильном нагреве на поверхности металла возникают трещины. Работы с поделочной сталью, как правило, обходятся без них, поскольку данные сорта обладают широким температурным интервалом ковки.
Глубокие поперечные трещины появляются вследствие слишком быстрого нагрева заготовки, когда внутренние слои остаются еще холодными. Наиболее часто трещины образуются на поверхности, они возникают из-за того, что металл остыл до температуры, которая ниже Тк. Если при ударах молотом заготовка раскалывается на несколько частей, то это свидетельствует о пережоге стали.
Начинающему мастеру следует особенно тщательно следить за соблюдением температурного режима ковки и нагрева. Рекомендуется до начала серьезной работы потренироваться на черновых заготовках, то есть не имеющих еще правильной формы.
Вытяжка
Вытяжка или протяжка – увеличение длины заготовки за счет поперечного сечения. Чаще всего возникает необходимость отковать из куска металла прут или полосу определенного сечения. Для этого надо взять раскаленную заготовку и положить ее на наковальню. Удерживая поковку клещами, наносят по всей длине удары узким бойком молота. Бить надо быстро и часто, за один нагрев отковывая как можно больший участок. Затем заготовку вновь нагревают, поворачивают на 90° и повторяют операцию.
Для того чтобы поковка не раздавалась в ширину и вытягивалась в нужном направлении, применяют желобчатые (седлообразные) наковальни и шпераки, а также ручьи кузнечной плиты-формы. Если нужна круглая заготовка или заготовка с гранями, применяют обжимки (рис. 144).
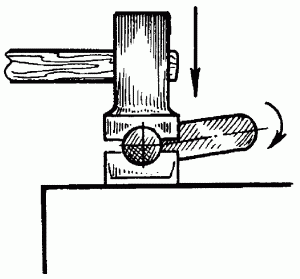
Рис. 144. Использование обжимки при вытяжке.
Они не только вытянут заготовку в длину, но и выгладят ее, придав нужное сечение. Поворачивая заготовку вокруг продольной оси (для получении граней – на определенный угол), надо ударять кувалдой по обжимке и постепенно передвигать заготовку вперед. Если необходимо получить всю поковку или отдельный участок в виде пластины (например, при ковке лепестков, листьев в растительном орнаменте), заготовку или ее часть расплющивают (разгоняют). При этом площадь увеличивается за счет уменьшения толщины.
Расплющивать можно кувалдой или ручником на наковальне. Если необходимо раздать металл быстрее, надо воспользоваться раскаткой с полукруглыми рабочими поверхностями. Сила удара в таком случае будет сосредоточена на небольшом участке, и металл раздастся равномерно во все стороны.
Вытяжка с переходами
Чаще всего, чтобы выполнить протяжку с большим перепадом размеров, ее проводят в несколько этапов, в промежутке выполняя кантовку. Такая последовательность операций называется переходом. Наиболее удобная последовательность переходов: несколько протяжек с последующей кантовкой на 90°, затем на 45° и закругление с помощью обжимок, раскаток и других специальных инструментов.
Для выполнения нескольких последовательных операций существует правило: независимо от задуманного результата в процессе протяжки заготовка сначала куется квадратного сечения, затем она уменьшается до нужных размеров и только потом ей придается нужная форма.
На рис. 145 показана очередность переходов при ковке различных сечений.
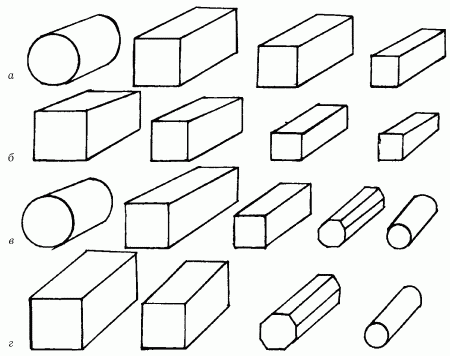
Рис. 145. Последовательность переходов при ковке различных сечений: а – квадратное сечение из круглого; б – квадратное из квадратного; в – круглое из круглого; г – круглое из квадратного.
Разгонка
Одной из разновидностей протяжки, часто используемой в художественной ковке, является разгонка, или изготовление пластины из заготовки большего сечения.
Она выполняется с помощью раскатки, которая разгоняет металл в разные стороны. Последовательным перемещением инструмента создают широкую ребристую поверхность нужных размеров, потом выравнивают ее гладилками до требуемой толщины (рис. 146).
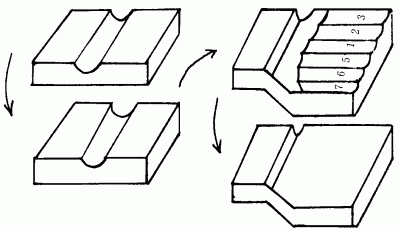
Рис. 146. Разгонка плоской пластины.
Протяжка на оправке и раскатка
Если необходимо увеличить длину толстостенной трубки или другой пустотелой заготовки при уменьшении ее толщины, надо применять вытяжку с оправкой. Оправку (она круглая или квадратная, обычно слегка коническая или пирамидальная для облегчения снятия заготовки) вставляют в поковку, саму поковку размещают в соответствующих обжимках (рис. 147, а).
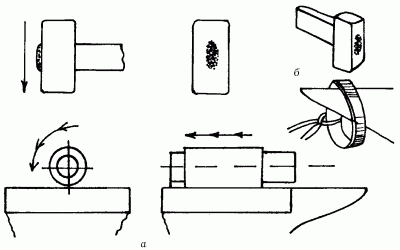
Рис. 147. Примеры вытяжки с оправкой: а – протяжка на оправке; б – раскатка.
В процессе вытяжки поковку надо постоянно поворачивать вокруг оси (при работе с квадратной оправкой – на 90°).
Для увеличения наружного и внутреннего диаметров колец, обручей и т. п. металл раздают на оправке. Для этого надо осадить и прошить заготовку или взять готовое изделие и надеть его на цилиндрическую оправку. Оба выступающих конца оправки уложить на подставку, ударами молота раздать металл, постепенно поворачивая заготовку. Диаметр изделия увеличивается за счет утончения стенок. Готовые кольца можно раздать на конической оправке, поставленной в вертикальное положение.
Раскатка увеличивает диаметр кольцевой заготовки протяжкой стенок полосы. Ее применяют для изготовления бесшовных колец высокой прочности (рис 147, б).
Проводят эту операцию на роге кувалдой или используют верхники вогнутой формы. Если кольцо сделано из полосы с продольным распределением волокон, то поперечная деформация незначительна, а расширение идет целиком по периметру. На заключительном этапе делают выглаживание.
Осадка
Осадкой называется увеличение площади поперечного сечения детали за счет уменьшения длины. Эта операция обратна вытяжке (рис. 148).
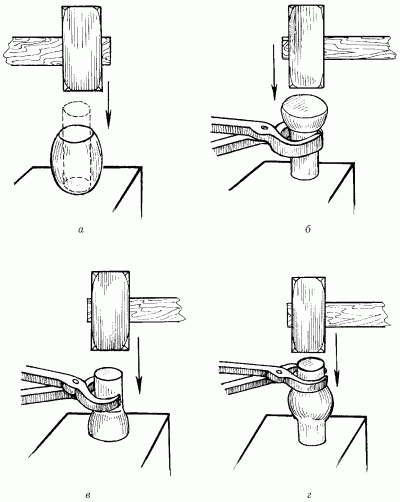
Рис. 148. Формообразующие операции осадки: а – осадка цилиндрической заготовки; б – высадка верхней части заготовки; в – высадка нижней части заготовки; г – высадка средней части заготовки.
Осадка (рис. 148, а) нужна для уменьшения длины заготовки за счет увеличения толщины (поперечного сечения). Если осадка производится только на отдельных участках заготовки (на концах или в середине), то такая операция называется высадкой (рис. 148, б, в, г).
Осадку применяют для утолщения изделия по всей длине, высадку – для получения отдельных утолщений, при ковке декоративных элементов (узлов, ягод и т. п.), шляпок гвоздей и т. д.
Высадка в середине стержня или полосы проводится также перед изгибанием под углом 90°. Это необходимо для восполнения недостающего металла, иначе в месте перегиба толщина поковки сильно уменьшается.
Когда требуется высадить середину длинной заготовки, ни один из вышеперечисленных способов не подходит. Пруток надо изогнуть в форме буквы Z выше места деформации и наносить удары по изгибу. После выполнения операции заготовку выпрямляют.
Осадка применяется как предварительная операция перед прошивкой при изготовлении колец, трубок и других пустотелых изделий.
Для осадки или высадки нагревают поковку или высаживаемый участок в горне. Если длина заготовки или нагретого участка превосходит диаметр (толщину) не более чем в 2–2,5 раза, а сама поковка относительно короткая, то ставят поковку вертикально на наковальню и бьют ручником или кувалдой по верхнему концу.
Длинные изделия или участки при таком способе осадки могут изогнуться, поэтому их надо положить на наковальню, зажать клещами и осаживать молотом или ручником.
Существует также способ осадки поковки за счет ее собственного веса: для этого зажимают нагретую поковку в клещах и бьют торцом о наковальню. Но необходимо помнить, что обычно такая осадка применяется для небольших изделий.
Чтобы утолщение распространялось только в нужную сторону, заготовку после высадки куют соответствующим образом. Если высадка оказалась недостаточной, процесс повторяют. Для придания желаемой формы утолщению пользуются обжимками, подбойками и т. п.
Фигурную высадку выполняют с помощью гвоздильни. Пруток в этом случае помещают в отверстие наковальни, необходимый по длине конец оставляют снаружи и деформируют ударами кувалды.
Можно высаживать заготовку в тисках. При этом надо помнить, что нагретая часть в тисках охлаждается быстрее. Этот способ используется тогда, когда необходимо получить четкий переход от осаженной части к стержню.
Рубка
Рубкой называется разделение заготовки на части. Для этого используется зубило, разнообразные подложки и кувалда (рис. 149).
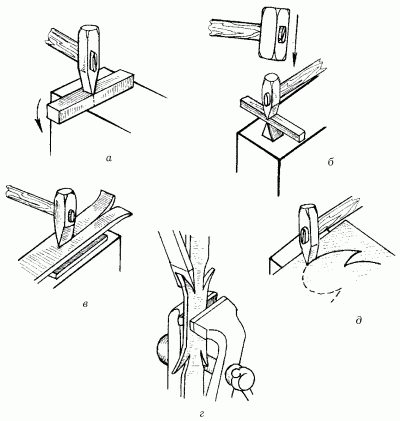
Рис. 149. Разделительные операции: а – обрубка с помошью зубила; б – обрубка с помошью зубила и подвески; в – продольная разрубка; г – разрубка отщепов в тисках; д – вырубка или просечка.
Для рубки заготовку нагревают до темно-красного цвета, кладут на наковальню, наставляют кузнечное зубило и сильно бьют по нему молотом (рис. 149, а). Перерубив заготовку на 3/4, переворачивают ее и отрубают окончательно. Толстые поковки перерубаются с помощью зубила и подсечки (рис. 149, б), полосы – с помощью подсечки без зубила. Подсечку вставляют в отверстие наковальни, сверху кладут полосу и наносят удар кувалдой. Нельзя прорубать металл насквозь, потому что можно повредить острые части инструмента. Для окончательного перерубания надо использовать незакаленную площадку у основания рога наковальни или подложить полосу мягкой стали (рис. 149, в). Чтобы лезвия зубила и подсечки не схватывались с горячим металлом и не выкрашивались, перед рубкой необходимо протереть их ветошью, смоченной машинным маслом.
Разновидностями рубки являются разрубка, обрубка (обсечка), вырубка. При разрубке (рис. 149, г) заготовку надрубают, оставляя прочно соединенной на каком-то участке. В художественной ковке этот прием широко применяется, при этом надрубленные зубцы отгибают, вытягивают, расплющивают и т. д., превращая в завитки, листья и цветы на общей ветке, дополнительные (поперечные) зубцы ограды по эскизу и велению фантазии.
Обрубка – это отделение металла по внешнему контуру. Вырубка (рис. 149, д) – удаление части металла по внутреннему контуру, применяемое при создании ажурных изделий или отверстий сложной формы и больших размеров. Для вырубки по сложному контуру применяется специальный инструмент – кузнечный топор (секач) с угловой или полукруглой формой лезвия.
Выбивание отверстий
В кузнице, не применяя сверлильного станка, можно делать сквозные отверстия или углубления с помощью пробойников. Существует два способа выбивания отверстий.
Пробивка
Это один из способов изготовления отверстий, при котором металл отделяется от заготовки. Ее проводят при высокой температуре пробойником, если отверстие небольшого диаметра, и с помощью специальных прошивней.
Пробивку проводят на кольце с толстыми стенками, которое устанавливают на наличнике наковальни. Сверху кладут заготовку тем местом, в котором будет пробиваться отверстие.
Прошивень берут чуть меньшего размера, чем диаметр кольца. Слабыми ударами его вгоняют в металл, который выдавливают в кольцо с другой стороны. Чтобы отверстие получилось ровным, края прошивня должны быть острыми, а зазор между ним и кольцом очень небольшим.
Отверстия диаметром до 30 мм делаются пробойниками с различным сечением рабочей части. Ими пользуются в паре с гвоздильней и кузнечной плитой, подбирая требуемые фасонные отверстия.
Работать пробойниками очень удобно, так как они имеют конические сужения к обоим концам. Это позволяет легко вынимать инструмент из отверстия или проталкивать его в отверстие.
После пробивания отверстия поверхность около него несколько деформируется. Заготовку правят легкими ударами ручника или используют гладилки.
Прошивка
Если пробивка отверстия производится за счет выдавливания металла, то при прошивке он раздается в стороны, пропуская инструмент. Чаще всего этот способ является подготовительным этапом для пробивания.
Во время прошивания отверстия импульс от ударов распространяется не только строго вниз, но и немного в стороны. Чем больше диаметр инструмента, тем больше форма заготовки прогибается внутрь. Поэтому прошивку осуществляют в самом начале обработки изделия в несколько этапов по разным схемам.
Открытую прошивку выполняют на рабочей плоскости наковальни. Пробойник погружают на 2/3 в глубину металла, затем изделие переворачивают на другую сторону и легкими ударами выбивают оставшуюся часть. При закрытой прошивке место заготовки, в котором будет пробиваться отверстие, располагают над круглым отверстием наковальни. От ударов по пробойнику металл выдавливается с другой стороны (рис. 150).
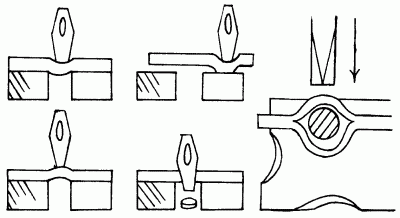
Рис. 150. Прошивка отверстия пробойником.
Инструмент погружают примерно на 1/2 глубины металла, затем заготовку вынимают и, не отнимая пробойника, делают легкий удар, чтобы точно обозначить место с другой стороны. Затем поковку переворачивают, ставят над отверстием и выбивают прошивнем металлическую пробку.
Во время работы инструмент рекомендуется немного покачивать после каждого удара. В противном случае он застревает и требуются большие усилия, чтобы продвигать его дальше.
При прошивке глубоких отверстий пробойник необходимо периодически погружать в воду, так как иначе он сам может начать деформироваться. К тому же охлажденный он дает усадку и легче проходит в отверстие.
Другой способ обезопасить инструменты – насыпать в образующееся отверстие немного угольного порошка. При работе он будет гореть, а образовавшиеся газы будут выполнять роль смазывающего вещества и предотвращать взаимодействие металлов.
Раздача
При прошивке и пробивке образуются отверстия, края которых имеют коническое сужение. Для исправления этого дефекта используют бочкообразные оправки, которые проталкивают сквозь отверстие. При этом стенки вдавливаются внутрь, и отверстие получается правильной цилиндрической формы.
У отверстий, выполненных с помощью пробивки, сужение направлено к нижнему краю, а максимальная ширина соответствует наибольшему сечению прошивня. У тех же, которые сделаны пробойником, сужение идет к центру и внешние отверстия имеют диаметр, соответствующий сечению погруженной в металл части инструмента. Это следует учитывать при выборе размера пробойника.
При раздаче тонкие стенки детали могут выпучиваться за внешние границы. Чтобы устранить этот дефект, в отверстие вставляют стержень такого же диаметра, кладут заготовку горизонтально на наковальню и делают осадку выступа.
Инструмент при выбивании отверстий располагают вертикально, первые удары наносят слабо, чтобы наметить место и создать направление деформации.
Гибка
Если поковке придается изогнутая форма по заданному контуру, то такая кузнечная операция называется гибкой. При гибке происходит неравномерное деформирование различных частей заготовки. Те слои, которые расположены у внешнего края угла, растягиваются, внутренние, наоборот, сжимаются. За счет этого толщина изделия уменьшается на величину, называемую утяжиной.
В процессе такой деформации главное – избежать появления трещин на внешней части. Она подвергается наиболее сильному воздействию, которое зависит от величины угла сгиба, пластичности металла, толщины заготовки и направления волокон.
Чаще всего гнется горячий металл, но тонкие полосы поделочной стали гнутся и в холодном виде. Деформация такой полосы более упругая, поэтому ее лучше делать на угол, на несколько градусов больше, чем требуется.
Приемы гибки
Они зависят от формы поперечного сечения заготовки. Перед началом операции ее разогревают до температуры ковки, желательно только в том месте, в котором осуществляется сгиб.
Следующий этап – высадка внешней части сгиба, которая будет компенсировать утяжину (рис. 151).
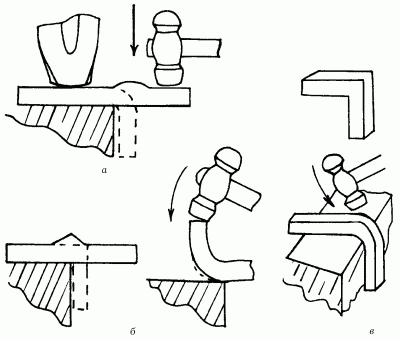
Рис. 151. Способы устранения утяжины.
Размеры ее определяются с учетом толщины и угла сгиба. Можно оставить утолщение на месте сгиба во время выполнения протяжки. Заготовку кладут на угол наковальни, прижимают сверху кувалдой или струбциной и ручником изгибают на нужный угол (рис. 151, а).
У более коротких заготовок металл наращивают уже после того, как произведена гибка. Сделать это можно прямыми ударами по торцу или же гладящими ударами по внешним сторонам (рис. 152, б). Когда требуется сделать угол меньше 90°, проводят высадку внешней части, затем сгибают деталь необходимым образом. Далее проводится протяжка угла, то есть запас металла перемещается в сторону утяжины. Удар ручником делается с небольшим наклоном, как показано на рис. 151, в.
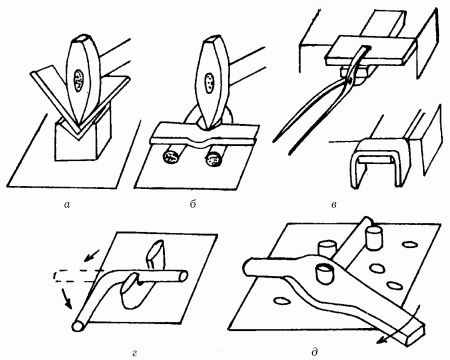
Рис. 152. Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.
Сгибание полосы
Очень просто согнуть полосу металла, поскольку толщина ее обычно небольшая. Сделать это можно с помощью различных подкладок (рис. 152), например углового нижника (рис. 152, а).
Нижник устанавливают в квадратное отверстие наковальни, заготовку кладут на ребра и деформируют заостренной кувалдой.
Используя другие подкладки, можно получить различные формы сгиба, как это показано на рис. 152, б, в.
Сгибание круглой заготовки
Для сгибания круглой заготовки высадку проводить неудобно, поэтому его осуществляют в специальной вилке (рис. 152, г). Пруток удерживают в ней клещами, а свободную сторону загибают на нужный угол ударами молота. Более усовершенствованную модель представляет собой гибочная плита с перемещаемыми держателями. На металлической плите делается несколько отверстий, в которые вставляются штырьки, фиксирующие стержень под нужным углом по отношению к вилке. Для сгибания применяется рычаг, который равномерно деформирует деталь.
Гибка по дуге
Эта разновидность гибки очень часто используется художниками для создания красивых завитков, спиралей и прочих украшений. Производится она на роге наковальни, шпераках и сложных оправах, которые служат для серийной гибки одинаковых орнаментов.
Гнуть завитки и спирали можно на специальной подкладке в форме перевернутого сапожка. На конусообразной подставке делают конусные спирали, плотно наматывая на нее раскаленную проволоку или загибая ее с помощью ручника.
Скручивание
Эта операция заключается в том, что одна часть заготовки поворачивается относительно другой. Во многих случаях она является вспомогательной: отдельные детали поковки выполняются в одной плоскости, а затем поворачиваются под разными углами.
Для расположения в пространстве отдельных элементов орнамента часть заготовки поворачивается на угол до 180°, обычно с одновременным изгибом по дуге или под углом. Многократное скручивание на 360° граненого стержня делает его витым. Несколько тонких прутков или проволок можно скрутить (свить) в шнур. Наиболее красивый шнур образуют два туго свитых круглых прутка.
Скручивание или свивание производят при ярко-красном или желтом калении, иначе на изделии из-за недостаточной пластичности металла могут возникнуть трещины (рис. 153).
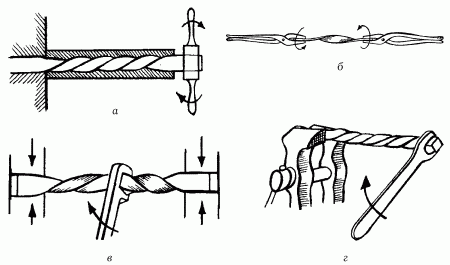
Рис. 153. Способы скручивания: а – в тисках с ограничительной трубой; б – двумя клещами; в – в тисках; г – с неподвижным закреплением двух концов.
Толстые поковки скручивают с помошью воротка, стальной полосы с отверстием, соответствующим сечению скручиваемой поковки, ключа или вилки (рис. 153, в), второй конец заготовки при этом зажимают в тиски.
Для того чтобы заготовка не изгибалась при скручивании, на нее надевают отрезок трубы. Тонкие заготовки быстрее остывают, поэтому их либо больше нагревают перед зажатием в тиски и вороток, либо (что лучше) скручивают вдвоем. При этом необходимо клещами захватить концы заготовки и одновременно начать вращать в противоположных направлениях (рис. 153, б).
Широкие полосы закручивают с помошью специальной вилки, зажав оба конца заготовки (рис. 153, г).
Сварка
Это одна из самых сложных операций ручной ковки. Для овладения ею требуется большой опыт работы с металлами и знание технологического процесса.
Кузнечная (горновая сварка) позволяет соединять отдельные детали изделия. Откованные по отдельности детали можно более тщательно оформить, соединить в большое и сложное изделие и т. д. В последнее время все чаще используется электрическая или газовая сварка, однако зачастую только горновая сварка может обеспечить высокие художественные достоинства изделия, так как кузнечные швы легче обрабатываются и отделываются.
При кузнечной сварке различают 4 основных операции: подготовка концов, нагрев, сварка, проковка шва.
Кузнечная сварка отличается от аналогичной слесарной операции. Когда при деформировании на малое расстояние происходит сближение поверхностей, между атомами кристаллической решетки возникают мощные силы притяжения. Если металл имеет высокую пластичность, то на такое расстояние его можно свести нагреванием в кузнечном горне.
Выбор материала
Хорошее качество сварки можно получить у низкоуглеродистой конструкционной стали. Кузнечной сваркой лучше всего сваривать сталь с содержанием углерода 0,15–0,25 %.
Некоторые примеси, например сера и фосфор, сильно ухудшают свариваемость, поэтому содержание этих веществ не должно превышать 0,05 %. Легированные стали брать не рекомендуется, сварка их в условиях обычной кузницы почти невозможна. Положительно на качество сварки влияет добавление марганца. Также к сварочному флюсу рекомендуется добавлять опилки низкоуглеродистой стали. При горении они будут поглощать углерод, и сварка получится более прочной.
Нагрев под сварку
Перед началом сварки заготовкам необходимо придать определенную форму, которая зависит от сечения поковки. Поверхности очищают от окалины. Горн следует прочистить тщательнее, чем обычно, удалить всю старую золу. Нагрев должен быть равномерным и сильным.
Температура, при которой можно проводить сварку, зависит от содержания углерода: чем оно выше, тем ниже температура. Низкоуглеродистую сталь можно варить при 1350–1370° С, когда заготовка становится ослепительно белой. Лучшим топливом является древесный уголь, так как содержание серы в нем невелико. При работе с кузнечным углем надо использовать те сорта, в которых содержится минимальное количество серы.
Флюсы
Даже при незначительном повышении температуры ковки (а она гораздо ниже сварочной) происходит интенсивное образование окалины и возможен пережог металла. Чтобы избежать нежелательного нагара при горновой сварке, раскаленные части заготовок посыпают специальным составом – флюсом. Используются и сварочные порошки, состоящие из кварца, поваренной соли и буры (Na2B4O7).
Для сварки низкоуглеродистой стали в качестве флюса берут просеянный речной песок с добавлением буры. Если сталь конструкционная, в состав включают металлические и марганцевые опилки. Его насыпают на заготовку при температуре 950–1050 °C, что соответствует оранжевому или светло-желтому цвету металла. Делать это лучше до того, как металл начнет искриться. Попадая на разогретые концы, флюс плавится, вследствие чего предотвращается окисление и растворяется окалина.
Проверить готовность поковки можно тонким металлическим стержнем: если он вязнет в металле, то нагрев достаточный. Однако сразу после этого вынимать ее не рекомендуется, лучше подсыпать еще флюса и немного погреть заготовку.
После окончательного нагрева и непосредственно перед сваркой флюс удаляют с заготовки ударом о наковальню или счищают металлической щеткой.
Способы сварки
Вынув металл из горна и счистив шлак, концы заготовок складывают вместе и сваривают быстрыми ударами молота. Первые удары делают легкими, чтобы лучше пригнать поверхности и выбить шлак, последующими проводят окончательную сварку. В это время зернистость металла уменьшается, он становится более прочным.
Заключительными ударами заготовке придают требуемую форму.
Всю сварку надо проводить быстро, чтобы металл не успел остыть. Повторное нагревание уже закаленного металла нежелательно. Часто для большей скорости сварку делают одновременно несколько человек.
Для окончательной отделки используют гладилки, обжимки и другие кузнечные инструменты.
Подготовка свариваемых концов зависит прежде всего от их толщины (рис. 154).
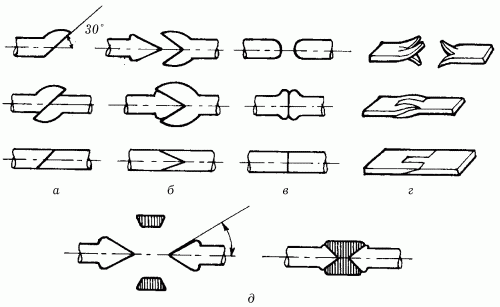
Рис. 154. Различные способы сварки: а – внахлестку; б – вразруб; в – встык; г – врасщеп; д – с помощью шашек.
Поковки толщиной до 100 мм можно сварить внахлестку. Этот способ позволяет создать высокопрочный стык за счет большой площади совместной деформации.
Перед сваркой концы заготовок высаживают и делают плоскость контакта под углом 30–45° (рис. 154, а). Их накладывают друг на друга, совмещают несильными ударами, а затем проводят окончательную проковку с одновременной осадкой до нужной формы.
Толстые изделия сваривают вразруб, этот метод требует более сложной подготовки концов деталей. Один из них высаживается и надрубается зубилом по продольной оси, полученные части разгибаются под углом 30–40°. Другой конец после высадки заостряют с двух сторон так, чтобы он заполнял разруб первого (рис. 154, б).
Пустоты, образующиеся при вставке, ликвидируют холодной ковкой. Для учета раздачи металла при нагревании в промежуток между ними вставляют тонкие пластины. Нагретые и очищенные от флюса концы совмещают и сваривают сильными ударами. Затем, когда металл немного остынет, проводят окончательную отделку. Этот способ применяется при сварке сталей разных марок, причем металл меньшей пластичности вставляется в металл большей.
Тонкие полосовые заготовки сваривают врасщеп. Концы заготовок дважды разрубают вдоль продольной оси, после чего загибают в разные стороны, как показано на рис. 154, г. После доведения металла до нужной температуры детали соединяют, кладут на наковальню и сильными ударами сверху накрепко сваривают концы. Преимущество этого способа сварки в том, что соединение получается очень прочным.
Встык варят заготовки в том случае, если нет возможности подготовить концы указанными выше способами, а также тогда, когда стержень приваривается к продольной поверхности другой детали.
При подготовке осаживать концы деталей не надо, это происходит уже в процессе сварки. Заготовки соединяют встык и сильными ударами вдоль продольной оси доводят до образования прочного спая (рис. 154, в). Для этого другой конец обязательно должен быть холодным. После окончания работы проводят вытяжку.
По прочности сварки этот способ уступает всем остальным, его рекомендуется применять в тех случаях, когда не требуется создания прочных конструкций. Но для изготовления декоративных деталей он подойдет.
Для ремонта поврежденных деталей или частей металлических колец, которые теряют нужную форму из-за наложения, применяют способ сварки, выполняемый с помощью шашек. Так называются металлические вспомогательные части сварного узла, которые вставляют между концами заготовок. Вместе с последними они образуют участок полосы, по форме не отличающийся от целого (рис. 154, д).
Обычно шашки делаются из низкоуглеродистой стали, что повышает качество сварки. Удары делают сильными, по плоской поверхности спая. Можно разбить процесс на несколько этапов: сначала приварить шашки к концам заготовок, а потом проводить сварку так, как это делается способом внахлестку.
Сварка колец
Чтобы сварить кольцо из прутка круглого или прямоугольного сечения, необходимо предварительно согнуть его на роге наковальни (рис. 155).
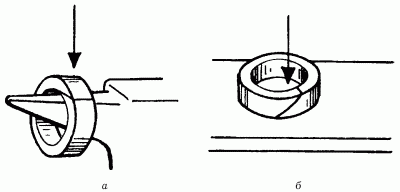
Рис. 155. Сварка колец: а – на роге; б – на наличнике.
Концы протягивают или отрубают под одинаковым углом и немного разводят в стороны. Сварку проводят при обычной температуре, на наковальне. Если срез делался в плоскости кольца, то оно отковывается на роге (рис. 155, а), а если в плоскости ребра – на плоской поверхности (рис. 155, б).
Пайка латунью
Она не относится к кузнечным операциям, но часто применяется для соединения небольших деталей художественных композиций из металла. Паять можно только изделия из поделочной стали, имеющие плоскую или квадратную форму. Круглые прутки соединяются плохо, так как имеют маленькую плоскость соприкосновения.
Перед началом пайки изделие собирают, скрепляя его отдельные части металлической проволокой (биндрой). Затем его помещают в горн и нагревают до красного каления. Закладка должна производиться очень осторожно, место для изделия в углях расчищают кочергой. На решетке оставляют достаточно большой и ровный слой топлива. Подгребать уголь следует так, чтобы его кусочки не попадали на поковку. Дутье горна для равномерного прокаливания должно быть слабым.
В качестве флюса обычно используется бура, которую перед нанесением немного смачивают водой. Когда она растекается по всей поверхности, можно начинать пайку. Для этого прутком латуни, не снимая флюса, касаются тех мест, которые требуется соединить. При этом цвет пламени в горне меняется на зеленый. Передвигать изделие во время пайки нельзя, чтобы не сместить со своих мест отдельные детали.
Композиции, состоящие из многих элементов, сваривают иным образом. В местах пайки заранее раскладывают кусочки латуни с таким расчетом, чтобы при нагревании они растеклись и скрепили детали.
Наряду с кусочками латуни, можно использовать стружку или опилки, которые насыпают на места сварки. Они должны быть чистыми, от примесей железа их очищают с помощью магнита. Более мелкие изделия паяют, применяя в качестве скрепляющего материала глину с добавлением соли. Их собирают, соединяя отдельные части латунной, а не железной проволокой. Затем посыпают бурой, обмазывают глиной и осторожно кладут на металлический лист, который помещают в горн.
Дутье должно быть слабым, чтобы глина успела равномерно прогреться, после ее засыхания воздуха можно подавать больше. Когда она начинает трескаться, детали уже надежно скреплены. Латунная проволока начинает плавиться и спаивает отдельные части изделия.
После окончания процесса горн выключают, а готовой поковке дают остыть. Далее с нее аккуратно удаляют глину и флюс, лишний припой снимают напильником.
Правка
Заключительным элементом ковки изделия является правка. С ее помощью устраняют неровности, кривизну и пр.
Изгиб заготовки
Он может проходить по плоскости заготовки или по ребру. В первом случае заготовку укладывают на наковальню выпуклой частью вверх, одной рукой поддерживают с противоположной стороны клещами, а с другой наносят молотом удары по прилегающей к наличнику части выступа. По мере выравнивания молот перемещают в сторону середины.
Сила удара зависит от толщины заготовки. По мере выпрямления все большая его часть переходит в пластическую деформацию металла, что ведет к нежелательной протяжке. Поэтому к концу обработки размах молота постепенно уменьшают.
Изгиб по ребру исправляют растяжением выпуклой части металла. Заготовку ставят так, чтобы горб оказался сверху, и по нему наносят сильные удары кувалдой, которые при перемещении молота к одному из краев делают слабее. Нижнее ребро постепенно удлиняется, а верхнее, наоборот, уменьшается. Окончательную правку делают, переворачивая заготовку с одной стороны на другую. Если в поковке присутствуют сразу оба этих дефекта, то сначала устраняют неровность по плоскости, а затем по ребру.
В том случае, когда образуются дополнительные боковые деформации, заготовку переворачивают на другую сторону и выправляют.
Выглаживание
После того как все основные операции выполнены и форма изделия откована, приступают к отделке, или выглаживанию. Цель этой операции – устранить следы молотка, шероховатости и другие неровности кованой поверхности.
Выравнивание поверхности производится с помошью гладилок с прямой или изогнутой рабочей частью. Для цилиндрических и граненых участков используют обжимки, для внутренних и вогнутых участков – специальные гладилки.
При операции выглаживания (рис. 156) постепенно перемещают гладилку по поверхности изделия, ударяя по ней кувалдой или ручником.
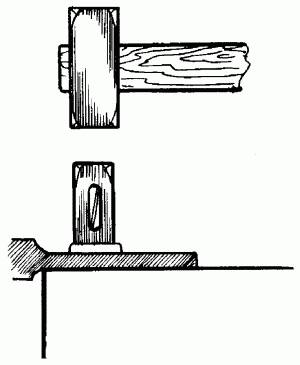
Рис. 156. Выглаживание.
Поковку при этом размещают на наковальне так, чтобы отделываемый участок был над ней. В некоторых случаях для большей художественной выразительности нужно выглаживать только отдельные участки изделия (например, выпуклые участки). Прутки круглого сечения, выглаженные плоской гладилкой, будут казаться слегка граненными и лучше смотреться в ограде или орнаменте.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Инженерная техника
Инженерная техника К наиболее оригинальным инженерным машинам относился «дорогоукладчик», разработанный в середине 1950-х годов в 21 НИИИ на шасси ГАЗ-63. Это был укладчик дорожной двухколейной ленты (рулонного тракта) для обеспечения прохода колесной автотехники по
Инженерная техника
Инженерная техника По-видимому, советские инженерные войска уже давно ожидали появления нового вездеходного шасси повышенной грузоподъемности, и с появлением ЗИС-151 на его базе сразу же было создано большое количество разнообразной техники среднего класса. Первенство
Инженерная техника
Инженерная техника С появлением тяжелого полноприводного автомобиля КрАЗ-214 на его базе началось активное формирование наиболее обширной в Советской Армии гаммы мощной тяжелой автотехники отечественной разработки. Она создавалась по заказам Министерства обороны с
Инженерная техника
Инженерная техника В отличие от других видов военных машин инженерная техника на шасси ГАЗ-66 не унаследовала профессии ГАЗ-63, а создавалась целиком и полностью для установки на серийные или доработанные шасси грузовиков 66-го семейства, а также в первый и последний раз
Боевая техника
Боевая техника Самыми оригинальными советскими легкими боевыми системами до сих пор остаются уникальные авиадесантируемые системы залпового огня «Град-В» с транспортными машинами к ним, смонтированные на шасси ГАЗ-66Б. К другим машинами этой группы на обычных
Инженерная техника
Инженерная техника В инженерных подразделениях роль автомобилей ЗИЛ-130 сводилась к перевозке по дорогам общего пользования и тыловым путям сообщения элементов конструкций и имущества различных дорожных покрытий, наплавных и разборных мостовых переправ. Для доставки
Боевая техника
Боевая техника На автомобилях ЗИЛ-131 монтировали последние варианты советских «катюш», созданных еще в годы Великой Отечественной войны, а также новую систему залпового огня «Град-1». Установка на эти грузовики пулеметно-пушечного вооружения связана с боевыми
Инженерная техника
Инженерная техника Обширнейшая программа автомобильной инженерной техники на шасси КрАЗ-255Б/Б1 включала как уникальные экспериментальные машины «Периметр» и доработанные варианты ранее выпускавшихся землеройных, погрузочно-разгрузочных и понтонных средств, так и
Оборудование и инструмент для ковки.
Оборудование и инструмент для ковки. Все кузнечные инструменты делятся на опорные, ударные, вспомогательные и измерительные.К основному оборудованию при свободной ковке относятся горн, наковальня, ковочный молот, бак с водой, вспомогательный вытяжной вентилятор,
Основные приемы ручной свободной ковки
Основные приемы ручной свободной ковки В процессе ковки художественных изделий применяют разнообразные приемы, используя различные инструменты, исходя из характера материала и задач, стоящих перед мастером.В основном все приемы можно свести к следующим основным
Техника формовки
Техника формовки Ручная формовка – процесс достаточно трудоемкий, однако терпение и желание создать необычное изделие из металла могут помочь овладеть им. В технологии ручной формовки особенное внимание следует уделять двум основным процессам: наполнению формы и
Техника литья
Техника литья Приготовление расплавовЧтобы приготовить металл для заливки в форму, существуют плавильные печи, в которых он расплавляется. Есть несколько разновидностей печей – дуговые и индукционные электрические, пламенные и тигельные, вагранки, электрические печи
2.3. Техника безопасности
2.3. Техника безопасности Техника безопасности на производствеЗадачей техники безопасности является разработка мероприятий и средств, с помощью которых исключается травматизм (см. также п. 1.1).Производственный травматизм характеризуется совокупностью травм. Травма
2.4. Техника гребли
2.4. Техника гребли Перед греблей по команде «Весла» гребцы должны принять исходное положение: сесть на банке прямо, заняв 3/4 ее ширины, чуть согнутые ноги должны упираться в упорки, кисти согнутых в локтях рук должны находиться на весле (одна на рукояти, другая на вальке) на