7.2.2. СВАРКА ЗА СЧЕТ РЕЗИСТИВНОГО НАГРЕВА
7.2.2. СВАРКА ЗА СЧЕТ РЕЗИСТИВНОГО НАГРЕВА
Сварка за счет резистивного нагрева (контактная) подразделяется на точечную, шовную и стыковую.
Е. Томсон (США, 1886 г.), автор почти 700 изобретений, получил патент на электрическую сварку металлических стержней и проводов. Всего им и его сотрудниками получено 150 патентов, относящихся к контактной сварке. В 1892 г. в США на фирме «Джонсон» впервые были сварены способом стыковой сварки железнодорожные рельсы. Н.Н. Бенардос (1887 г.) изобрел способ точечной и роликовой контактной сварки. В сварочных клещах его конструкции (рис. 7.13) в качестве электродов использовался графит.
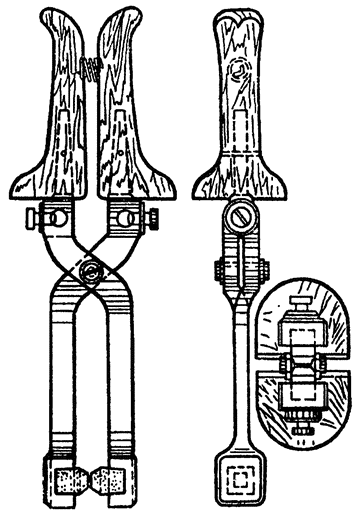
Рис. 7.13. Сварочные клещи конструкции Н.Н. Бенардоса
Контактная сварка стала развиваться несколько позднее, чем дуговая, так как ее применение целесообразно при выпуске крупносерийной продукции, например в автомобильной промышленности.
Машины для контактной сварки стали изготавливаться заводом «Электрик» с 1926 г. Первые машины для стыковой и шовной сварки были изготовлены в 1929 г. До 1935 г. завод «Электрик» изготовил 3821 машину для контактной сварки, в том числе 2625 для точечной, 1036 для стыковой и 160 для шовной. Это были в основном универсальные машины малой мощности (до 100 кВ?А), а в дальнейшем для контактной сварки стали изготавливаться машины мощностью 500–1000 кВ?А. На Московском автозаводе (позднее ЗИС и ЗИЛ) контактная сварка применялась с 1930 г. После расширения завода (1935 г.) на нем стали применяться более производительные машины — многоточечные (до 20 точек) мощностями до 250 кВ?А, а парк машин был значительно увеличен.
В годы Великой Отечественной войны ЦНИИТмаш разработал установку для контактной сварки рельсов в условиях работы с платформы. Машины типа РКСМ мощностью 250 и 320 кВ?А для контактной стыковой сварки рельсов производительностью 13–15 сварок в час выпускались на заводе «Ревтруд». В МВТУ им. Н.Э. Баумана (Г.А. Николаев, К.К. Хренов) выполнены работы по электродным покрытиям, технологии сварки при производстве вооружения и др.
В послевоенные годы продолжилось развитие контактной сварки:
1949 г. — были осуществлены разработка и освоение многоточечных сварочных автоматов последовательного действия на ЗИСе;
1953 г. — заводом «Электрик» в содружестве с Секцией электросварки и электротермии АН СССР была изготовлена высокопроизводительная контактно-стыковая машина типа МСГ-500 для сварки стержней арматуры диаметром 50–100 мм.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Установки индукционного и диэлектрического нагрева
Установки индукционного и диэлектрического нагрева Вопрос. Что должно устанавливаться в контурах индукторов для улучшения использования трансформаторов и преобразователей?Ответ. Должны устанавливаться конденсаторные батареи. Для облегчения настройки в резонанс
9.2. Счет и измерение
9.2. Счет и измерение Факты убедительно свидетельствуют о том, что счет возникает раньше, чем названия чисел. Иначе говоря, первоначально языковыми объектами для построения модели служат не слова, а выделенные однотипные предметы: пальцы, камешки, узелки, черточки. Это и
Деньги любят счет
Деньги любят счет Старый «золотой стандарт»[28], ограничивавший количество находящихся в обращении бумажных денег золотым запасом государства, обладал немаловажным достоинством: он не позволял правительству печатать столько денег, сколько ему заблагорассудится.
4.10 опасность для веревки от нагрева спускового устройства
4.10 опасность для веревки от нагрева спускового устройства Синтетические материалы имеют относительно низкую точку плавления. Например, перлон (немецкий эквивалент нейлона) плавится при 2500 С. Опасность для перлоновых нитей веревки при быстром спуске происходит от того,
Глава 20 Движение за счет «внутренних сил»
Глава 20 Движение за счет «внутренних сил» Российское патентное ведомство, как известно, не принимает заявки на патент, если в нем описано «движение тела за счет внутренних сил». Это правильно, но нельзя забывать о том, что все тела находятся в постоянном взаимодействии и
7.3. Встраивание информации за счет изменения времени задержки эхо-сигнала
7.3. Встраивание информации за счет изменения времени задержки эхо-сигнала Теми же авторами был предложен метод внедрения информации с использованием эхо-сигнала.Этот метод позволяет внедрять данные в сигнал прикрытия, изменяя параметры эхо сигнала. К параметрам эхо,
8.4. Метод встраивания информации за счет энергетической разности между коэффициентами
8.4. Метод встраивания информации за счет энергетической разности между коэффициентами Далее описывается метод, сочетающий в себе достоинства методов, работающих с исходным и сжатым видео. В его основе лежит дифференциальное встраивание энергии (ДЭВ) ЦВЗ [3]-6].В случае
7.2. ЭЛЕКТРИЧЕСКАЯ СВАРКА
7.2. ЭЛЕКТРИЧЕСКАЯ СВАРКА 7.2.1. ЭЛЕКТРИЧЕСКАЯ ДУГОВАЯ СВАРКА Электрическая дуговая сварка была изобретена в России. Н.Н. Бенардос 6 июля 1885 г. подал заявку и получил привилегию Департамента торговли и мануфактур № 11982 (1886 г.) на способ «соединения и разъединения металлов
11.3.4. МОЩНЫЕ ПРЕОБРАЗОВАТЕЛИ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА
11.3.4. МОЩНЫЕ ПРЕОБРАЗОВАТЕЛИ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА Индукционный нагрев металлов (слитков, изделий) обусловлен выделением энергии в металле при протекании в нем токов, наведенных магнитной компонентой электромагнитного поля. Для создания поля необходим источник
5.6.3. Газовая сварка
5.6.3. Газовая сварка При сварке стальных деталей используют присадочную проволоку Св-08, Св-08А, Св-12ГС в виде прутков длиной 0,8 м. При сварке стальных деталей пропан-бутан-кислородным пламенем применяют проволоку Св-12ГС и Св-08Г2С с повышенным содержанием углерода и