4.4.2. Методы контроля качества, анализа дефектов и их причин
4.4.2. Методы контроля качества, анализа дефектов и их причин
Технический контроль — это проверка соответствия объекта установленным техническим требованиям, составная и неотъемлемая часть производственного процесса. Контролю подвергаются:
поступающие на предприятие сырье, материалы, топливо, полуфабрикаты, комплектующие изделия; производимые заготовки, детали, сборочные единицы; готовые изделия; оборудование, оснастка, технологические процессы изготовления продукции.
Основные задачи технического контроля заключаются в обеспечении выпуска качественной продукции в соответствии со стандартами и ТУ, выявлении и предупреждении брака, проведении мер по дальнейшему улучшению качества изделий.
К настоящему времени сложились разнообразные методы контроля качества, которые можно разбить на две группы:
1. Самопроверка или самоконтроль — персональная проверка и контроль оператором с применением методов, установленных технологической картой на операцию, а также с использованием предусмотренных измерительных средств с соблюдением заданной периодичности проверки.
2. Ревизия (проверка) — проверка, осуществляемая контролером, которая должна соответствовать содержанию карты контроля технологического процесса.
Организация технического контроля заключается в:
проектировании и осуществлении процесса контроля качества;
определении организационных форм контроля;
выборе и технико-экономическом обосновании средств и методов контроля;
обеспечении взаимодействия всех элементов системы контроля качества продукции;
разработке методов и систематическом проведении анализа брака и дефектов.
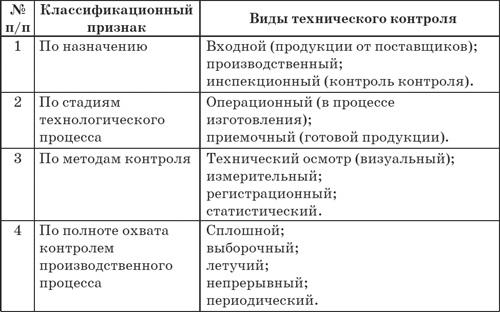
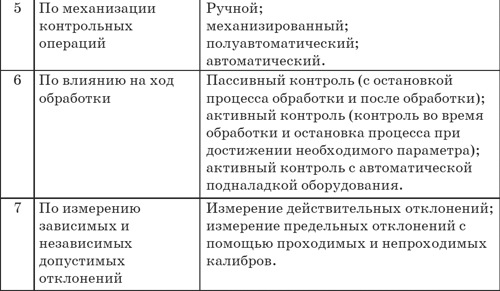
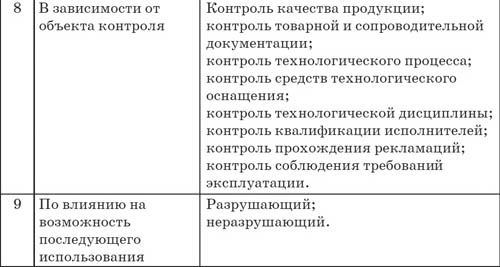
В зависимости от характера дефектов брак может быть исправимым или неисправимым (окончательным). В первом случае изделия после исправления могут быть использованы по назначению, во втором — исправление технически производить невозможно или экономически нецелесообразно. Устанавливаются виновники брака и намечаются мероприятия по его предупреждению. Виды технического контроля показаны в таблице 4.3.
При контроле качества продукции используются физические, химические и другие методы, которые можно разделить на две группы: разрушающие и неразрушаюшие.
К разрушающим методам относятся следующие испытания:
— испытания на растяжение и сжатие;
— испытания на удар;
— испытания при повторно-переменных нагрузках;
— испытания твердости.
Таблица 4.3
К неразрушающим методам принадлежат:
— магнитные (магнитографические методы);
— акустические (ультразвуковая дефектоскопия);
— радиационные (дефектоскопия с помощью рентгеновских и гамма-лучей).
Смысл статистических методов контроля качества заключается в значительном снижении затрат на его проведение по сравнению с органолептическими (визуальные, слуховые и т. п.).
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
ДИАЛЕКТИКА АНАЛИЗА
ДИАЛЕКТИКА АНАЛИЗА При изучении ТРИЗ сначала осваивают отдельные операции, составляющие «полную схему», а затем начинается самое трудное - объединение отдельных операций в систему мышления. На этом этапе наряду с решением обычных изобретательских задач нужны
4.4.1. Организация контроля качества продукции и профилактики брака
4.4.1. Организация контроля качества продукции и профилактики брака Особое место в управлении качеством продукции занимает контроль качества. Именно контроль — как одно из эффективных средств достижения намеченных целей и важнейшая функция управления — способствует
4.4.3. Статистические методы контроля качества
4.4.3. Статистические методы контроля качества Различаются две области применения статистических методов в производстве (рис. 4.8):при регулировании хода технологического процесса с целью удержания его в заданных рамках (левая часть схемы);при приемке изготовленной
11. Методы определения показателей качества
11. Методы определения показателей качества Показателями качества продукции являются числовые характеристики одного или многих свойств продукции, определяющих ее качество, и взятые в установленных условиях ее изготовления и эксплуатации.Выделяют следующие показатели
6.6 Процесс совместного анализа
6.6 Процесс совместного анализа Процесс совместного анализа является процессом оценки состояний и, при необходимости, результатов работ (продуктов) по проекту. Совместные анализы применяются как на уровне управления проектом, так и на уровне технической реализации
44. Методы определения показателей качества
44. Методы определения показателей качества Показателями качества продукции являются числовые характеристики одного или многих свойств продукции, определяющих ее качество, и взятые в установленных условиях ее изготовления и эксплуатации.Критерием разделения методов
Интегральные показатели качества вод – индексы качества
Интегральные показатели качества вод – индексы качества Каждый из показателей качества воды в отдельности хотя и несет информацию о качестве воды, все же не может служить мерой качества воды, т. к. не позволяет судить о значениях других показателей. Вместе с тем,
Нормативы контроля качества вод
Нормативы контроля качества вод Нормирование качества питьевой воды становится с годами более скрупулезным и включает новые показатели. Число нормируемых химических веществ в воде водных объектов хозяйственно-питьевого и культурно-бытового назначения до 1954 года
4.10.2 Анализ причин
4.10.2 Анализ причин Процедура корректирующего действия должна начинаться исследованием с целью определения основных причин(ы) проблемы.Примечание - Анализ причин является ключевым и иногда наиболее сложным моментом в процедуре корректирующего действия. Часто основная
5.3. Простейшие статистические методы, применяемые при сертификации систем качества
5.3. Простейшие статистические методы, применяемые при сертификации систем качества В связи с тем, что в основе статистических методов лежат положения теории вероятностей и математической статистики, которые недостаточно глубоко освоены инженерно-техническим
5.3.3. Применение простейшего корреляционного анализа для сертификации систем качества
5.3.3. Применение простейшего корреляционного анализа для сертификации систем качества Цель применения простейшего корреляционного анализа – определить и оценить линейную связь между фактором и показателем качества. При этом предполагается, что:• связь между
7.6.1. Перспективные методы и средства информационной поддержки систем обеспечения качества продукции
7.6.1. Перспективные методы и средства информационной поддержки систем обеспечения качества продукции В условиях современного рынка перед российскими предприятиями, ориентированными как на внутренний рынок сбыта, так и на внешний, особенно остро встает проблема
Причины отсутствия эффекта противоскольжения у шипованных шин и возможные причины дефектов
Причины отсутствия эффекта противоскольжения у шипованных шин и возможные причины дефектов Таблица 1 Советы профессионалов : 1. Если на импортной резине обнаружатся остатки краски красного цвета, значит она из – за косметических дефектов была переведена на класс ниже.
5. Классификация дефектов кристаллического строения. Точечные дефекты, зависимость их концентрации от температуры. Краевая и винтовая дислокации
5. Классификация дефектов кристаллического строения. Точечные дефекты, зависимость их концентрации от температуры. Краевая и винтовая дислокации Монокристалл можно вырастить из жидкого расплава. Монокристалл представляет кусок металла из одного кристалла. Металлы и
49. Химический состав, методы получения порошков, свойства и методы их контроля
49. Химический состав, методы получения порошков, свойства и методы их контроля Порошковые материалы – материалы, получаемые в результате прессования металлических порошков в изделия необходимой формы и размеров и последующего спекания сформованных изделий в вакууме