ГЛАВА 8 Серийное производство автомата Калашникова
ГЛАВА 8 Серийное производство автомата Калашникова
Усложнение международной обстановки и обострение политической ситуации потребовали для оснащения Советских Вооруженных сил производства в кратчайшие сроки колоссального количества современного вооружения и техники, и в том числе стрелкового оружия. Массовое производство нового оружия освоило одно из крупнейших советских оружейных предприятий — Ижевский завод № 74, который был способен быстрее других аналогичных предприятий переналадить свои технологические линии на выпуск автоматов Калашникова. Выпуск автоматов Калашникова на заводе № 74 был освоен в I квартале 1949 г. И уже 16 августа 1949 г. Совет Министров СССР распоряжением № 13047сс обязал Госплан СССР. Министерство Вооруженных сил подготовить предложения о поставках вооружения и боевой техники «необходимых для отмобилизации войск и пополнения запасов на первый период войны», на 1951-55 гг. Мобилизационная заявка на «расчетный период» предусматривала в числе другого вооружения производство 4,4 миллиона автоматов Калашникова и самозарядных карабинов Симонова, из которых на долю АК приходилось чуть менее 60 %.
Приоритетной задачей Ижевского машиностроительного завода в те годы стала доводка автомата АК в ходе его серийного выпуска, максимальное упрощение производств;» и удешевление себестоимости нового оружия, а также дальнейшая модернизация образца. Однако, несмотря на многолетние предыдущие усилия конструкторов-оружейников. конструкция автомата Калашникова все-таки оставалась еще достаточно — сырой- и не доведенной до требуемых параметров. Улучшить автомат можно было двумя путями, как внесением изменений в саму конструкцию оружия, так и путем внедрения более прогрессивных технологий в его производство. Только при постановке на массовое производство в конструкцию автомата Калашникова для улучшения было внесено 228 изменений, и еще 214 — связанных с упрощением технологии его изготовления. Поэтому уже вскоре на заводе № 74, помимо отдела Главного конструктора обслуживавшего текущее производство, к работам по совершенствованию автоматов Калашникова были подключены опытные технологи. конструкторы, металлурги, инструментальщики и другие ведущие специалисты завода.
Основной упор в тот период делался на совершенствование организации производства оружия, поскольку уже в самом начале изготовления автоматов Калашникова завод № 74 столкнулся со многими ранее непредусмотренными сложностями. Так, несмотря на свои достаточно большие мощности завод не смог в установленные сроки наладить выпуск требуемого количества автоматов. Этому мешало и устаревшее оборудование, и несовершенные технологические линии. Как вспоминал впоследствии А.А. Малимон, — автомат АК-47 не мог быть внедрен в производство на старой технологической базе. Он требовал разработки новых технологий. более широкого использования автоматизированного оборудования, а также накопления нового опыта по производству автоматического оружия-. И только благодаря совместным усилиям и настойчивости главного инженера завода А.Я. Фишера, главного технолога К.Н. Мамонтова, начальника производства А.Г. Козлова в конце 1950- начале 1951 г. эту проблему удалось решить путем улучшения приспособлений и оснастки, усовершенствования и автоматизации части станочного парка, создания новых автоматических конвейерных линий. Внедрялись прогрессивные технологические процессы — наряду со штамповкой ижевчане перешли на поточный метод механической обработки деталей оружия с достаточно большими допусками и зазорами, что обеспечивши) надежную работу оружия в любых условиях эксплуатации. Подобное нововведение не могло не сказаться на улучшении служебно-эксплуатационных характеристик автомата.
И тем не менее, одновременно с улучшением организации производства АК. большой проблемой продолжал оставаться большой процент брака ствольных коробок по размерным характеристикам по причине деформации штампоклепанной ствольной коробки из-за ее невысокой жесткости. Несмотря на передовую технологию штампованных конструкций, внедренную при освоении АК, относительно небольшие производственные возможности в этой сфере Ижевского машиностроительного завода, имевшего к тому же малый опыт в изготовлении сложных деталей методом холодной штамповки, не позволили добиться требуемых результатов. Как с горечью вспоминал сам М.Т. Калашников: К сожалению в том исполнении, которое родилось в процессе создания … парши (АК). коробка не имела достаточной жесткости и не обеспечивала надежной работы оружия-. По всей видимости, сборная конструкция, к которой относился первый вариант серийного автомата, т ребовала более высокой культуры производства, технологической дисциплины, высокоточного оборудования и специальной технологической оснастки. Поэтому конструкторам и технологам пришлось рассмотреть все варианты выхода из сложившейся ситуации, в том числе и совершенно неожиданный — отказ от штампо-клепанной конструкции и возврат к явно устаревшей технологии изготовления ствольной коробки оружия из цельной заготовки с последующей фрезерной обработкой. Считалось, что фрезерованная ствольная коробка сможет обеспечить стабильность сборочных размеров и будет служить основой для качественной сборки всего автомата. И здесь уместнее всего обратится к воспоминаниям самого Михаила Тимофеевича: «Выход предложил заместитель главного конструктора завода В.П. Кавер-Камзолов… (Он) и рекомендовал изготовлять ствольную коробку из поковки способом фрезерования. На первый взгляд такое решение- шаг назад в технологии массовою производства оружия. Ведь приоритет штампосварной конструкции был уже очевиден. Он значительно упрощал производство деталей и, снижая металлоемкость, сокращал трудоемкость. Простота обработки основных деталей сыграла в свое время решающую роль в соревновании конструкторов В.А. Дегтярева, Б.Г. Шпитального и Г.С. Шпагина на полигонных испытаниях пистолетов-пулеметов… И все-таки возвращение в начале 50-х годов к изготовлению ствольной коробки автомата из поковки считаю оправданным. В.П. Кавер-Камзолов… помог внести в конструкцию немало новых элементов, что значительно упрощало ее производство способом фрезерования. Таким образом, на этом этапе в кратчайшие сроки была обеспечена достаточная жесткость и надежность работы оружия», хотя это в определенной степени и повлияло на увеличение массы автоматов Калашникова и увеличение металлоемкости изделия (перерасход металла на каждую ствольную коробку составлял 1,5 кг), но вместе с тем сулило большую экономию времени за счет упразднения сборки составных элементов коробки методом клепки и исключения большого количества правочных операций. Масса автомата с магазином без патронов и принадлежностыо теперь составляла 4,3 кг, а АК со снаряженным магазином — 4,8 кг.

7,62-мм автомат Калашникова АКС с откинутым прикладом. Выпуск 1951–1953 гг.
Клеймо завода-изготовителя и заводской номер наносились первоначально на левой стенке вкладыша, а впоследствии слева на ствольной коробке. Фирменное клеймо Ижевского завода № 524 представляло собой вписанный в окружность шестиугольник с оперенной стрелой, расположенной в центре; клеймо Ижевского завода № 74 — оперенная стрела, вписанная в равнобедренный треугольник; клеймо Тульского оружейного завода — пятиконечная звезда; клеймо Вятско-Полянского машиностроительного завода «Молот» — пятиконечная звезда, вписанная в шит.
Боевые уступы и отражатель, на предыдущей модели изготовленные во вкладыше, теперь непосредственно выполнялись на фрезерованной ствольной коробке. Наряду с этим в конструкцию автомата были внесены и еще некоторые изменения: взамен приклепанных к ствольной коробке угольников, служивших направляющими планками для движения затвора, теперь коробка имела внутри фрезерованные левую и правую направляющие планки; для облегчения массы оружия на боковых стенках ствольной коробки выбраны продольные выемки; щиток переводчика-предохранителя сделан отделяемым; упрочнены: конструкция направляющего стержня возвратной пружины, выбрасыватель, крышка ствольной коробки; пружины курка и выбрасывателя стали изготавливаться из проволоки трехжильного сечения. Неразборный ударно-спусковой механизм, в котором конны осей курка, спускового крючка и автоспуска были прочно развальцованы (поэтому пружина автоспуска не имела удлиненного конца), заменили более удобным в обслуживании механизмом, собранном на трех съемных осях, соответствующее изменение получила пружина автоспуска. В желобе ствольной накладки появился фиксатор, своими пружинящими накладками отжимавший ствольную накладку от газовой трубки, исключив, таким образом появление качки накладки при усыхании древесины. В автоматах АК первых выпусков фиксатор ствольной накладки отсутствовал. Нижняя антабка перенесена с приклада на левую сторону а вольной коробки, что повысило удобство ношения автомата в положении «на грудь». Практически полностью изменена конструкция крепления приклада к ствольной коробке — взамен штампованного затыльника коробки, к хвостам которого приклад крепился на шурупах, приклад теперь был закреплен обоймой (из стальной поковки), которая, заходя в паз задней крышки ствольной коробки, фиксировалась поперечной осью. В автоматах со складывающимся металлическим прикладом ось приклада стала съемной и стопорилась теперь штифтом. Существенному упрощению подверглась и пистолетная рукоятка. Приклепанную к коробке стальную пластину основания рукоятки заменили дешевой деревянной рукояткой, крепившуюся теперь к коробке продольным винтом. Путем множества работ, проведенных ведущим конструктором но текущему производству В.А. Харьковым, была наконец-то достигнута и взаимозаменяемость магазинов в автомате Калашникова.
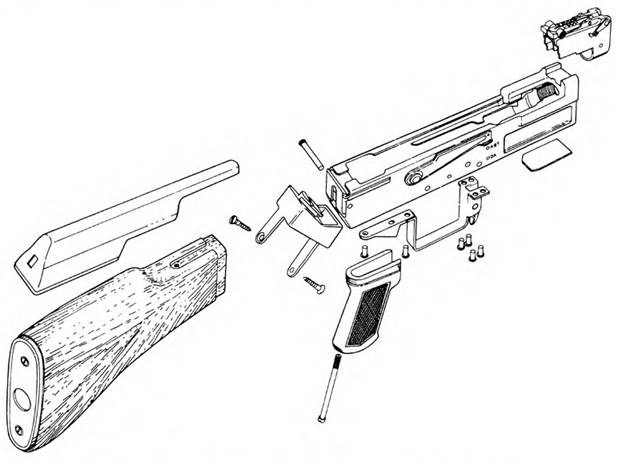
Схема "62-мм автомата Калашникова АК с фрезерованной ствольной коробкой. Выпуск 1951–1953 гг.

Фрезерованная ствольная коробка 7,62-мм облегченного автомата Калашникова АК.
Уже в конце 1949 г. — модернизированные- автоматы АК с фрезерованной коробкой были отправлены на полигонные испытания. Результатом столь глубокой модернизации производства автоматов Калашникова, проведенной конструкторами и технологами завода № 74, стало снижение себестоимости в 1950 г. более чем в два раза — с 2003 до 1003 рублей, при этом в чертежи АК было внесено более 700 изменений по улучшению эксплуатационных качеств оружия. В начале 1951 г. на смену автомату АК со штампо-клепанной конструкцией ствольной коробки пришел его второй вариант. Завод № 74 приступил к производству АК/АКС с фрезерованной коробкой, и вскоре из войск пошли положительные отзывы на это оружие, хотя наряду с ними все же присутствовали и многочисленные рекламации на отдельные детали и узлы автомата, а также на большею рассеивание пуль при стрельбе автоматическим огнем.

7,62-мм автомат Калашникова АК с первым образном штык-ножа 6x1. образец 1951 г.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
СЕМЕЙСТВО АВТОМАТОВ КАЛАШНИКОВА АК-100 И ДРУГИЕ ПРОИЗВОДНЫЕ ОТ ОРУЖИЯ КАЛАШНИКОВА
СЕМЕЙСТВО АВТОМАТОВ КАЛАШНИКОВА АК-100 И ДРУГИЕ ПРОИЗВОДНЫЕ ОТ ОРУЖИЯ КАЛАШНИКОВА ИСТОРИЯХотя эта книга посвящена в первую очередь новому российскому стрелковому оружию, семейство автоматов Калашникова АК-100 включено в нее, поскольку на Западе оно относительно
ПАТРОН МПС 5,66x39 мм ДЛЯ ПОДВОДНОГО АВТОМАТА
ПАТРОН МПС 5,66x39 мм ДЛЯ ПОДВОДНОГО АВТОМАТА Патрон для подводного автомата МПС разрабатывался параллельно с патроном для подводного пистолета СПС, и принцип их действия аналогичен. Отличия заключаются только в размерах: патрон к автомату имеет несколько большие диаметр
ГЛАВА 2 Предпосылки создания советского автомата
ГЛАВА 2 Предпосылки создания советского автомата В предвоенный период командование Красной Армии уделяло самое серьезное внимание разработке и совершенствованию новейших образцов стрелкового оружия. Это было связано с тем, что несмотря на некоторое улучшение боевых и
ГЛАВА 10 Армейская служба автомата Калашникова
ГЛАВА 10 Армейская служба автомата Калашникова В армии к автомату Калашникова после несколько лет его службы прониклись безусловным доверием. У солдат и офицеров за это время он заслужил по-настоящему высокую репутацию, перехватив у «легендарной» трехлинейки почетное
ГЛАВА 12 «Сольная» партия автомата Калашникова
ГЛАВА 12 «Сольная» партия автомата Калашникова Противоборство Советского Союза с Западом в пятидесятые годы, прошедшее под знаком усиления — холодной войны-. требовало постоянного наращивания военных усилий с обеих сторон. А это не могло не способствовать творческому
ГЛАВА 13 7,62-мм автомат Калашникова модернизированный (АКМ)
ГЛАВА 13 7,62-мм автомат Калашникова модернизированный (АКМ) Существенное влияние на развитие вооружений в немалой степени оказывали внешние факторы. Так, с мая 1955 г., после подписания между СССР и странами народной демократии договора о дружбе, сотрудничестве и
ГЛАВА 1 5,45-мм автомат Калашникова образца 1974 г. (АК74)
ГЛАВА 1 5,45-мм автомат Калашникова образца 1974 г. (АК74) Советское оружие под «малоимпульсный» патрон явилось материализованным выражением духа острого соперничества в военной области между организацией Варшавского Договора и блоком НАТО в эпоху разгара «холодной» войны.
ГЛАВА 4 5,45-мм автомат Калашникова АКС74У
ГЛАВА 4 5,45-мм автомат Калашникова АКС74У На 60-летии курсов «Выстрел». Сидят слева направо: А.С. Константинов. Г.А.Коробов. А.А. Дерягин. М.Т. Калашников. С.Г. Симонов, В.И. Волков, Е.Ф. Драгунов, Л.В. Степанов, И.Я. Стечкин, А.А. Троненков. Солнечногорск. 16.03.1979 г.В конце 1960-х гг.
ГЛАВА 5 5,45-мм автомат Калашникова АК74М
ГЛАВА 5 5,45-мм автомат Калашникова АК74М Двадцать лет эксплуатации в войсках и значительный боевой опыт использования в Афганистане 5,45-мм автоматов Калашникова образца 1974 г. выявил необходимость внесения некоторых изменений в конструкцию этого оружия. направленных на
14.2. Наука и производство
14.2. Наука и производство Подобно тому, как в эволюции животных был этап, когда формировалась центральная нервная система и, вследствие этого, происходили глубокие изменения в строении, поведении и внешнем облике организма, в развитии общества наступила сейчас эпоха
СЕРИЙНОЕ ПРОИЗВОДСТВО
СЕРИЙНОЕ ПРОИЗВОДСТВО 30 мая 1942 г. XR-4 официально был принят армией. Невероятно, но это так. Машина была принята через 14 месяцев после подписания контракта, а с момента первого подъема в воздух прошло всего четыре с половиной месяца. После приемки сразу начались
СЕРИЙНОЕ ПРОИЗВОДСТВО
СЕРИЙНОЕ ПРОИЗВОДСТВО Один из первых серийных Т-28 на параде на площади Урицкого (ныне Дворцовая). Ленинград, 1 мая 1933 года. (ЦМВС).Завод «Красный Путиловец» (бывший Путиловский) был выбран для организации серийного производства танков Т-28 — очень сложной по тому времени
Серийное производство и модификации
Серийное производство и модификации В соответствии с указом НКАП СССР серийный выпуск истребителей ЛаГГ-3 должен был начаться 9 декабря 1940 года одновременно на пяти заводах, в том числе на заводе № 21 в Горьком, № 31 в Таганроге и № 23 в Ленинграде. Гудков остался в Химках,
СЕРИЙНОЕ ПРОИЗВОДСТВО И МОДИФИКАЦИИ
СЕРИЙНОЕ ПРОИЗВОДСТВО И МОДИФИКАЦИИ F4F-3 8 августа 1939 г. фирма «Грумман» получила контракт на выпуск 54 истребителей. К серийному производству F4F-3 на заводе в Бетпейдже начали готовиться осенью того же года. Первый серийный экземпляр был готов в январе 1940 г., но никогда не