Сварка угольными электродами
Ранее этот способ называли сваркой по Бенардосу, так как этот способ предложил Н. Н. Бенардос. Сейчас этот способ применяется редко, хотя для некоторых материалов и соединений он мог бы быть незаменимым.
У сварки угольным электродом есть недостатки, но есть и достоинства, заслуживающие внимания. Для сварки и наплавки угольными электродами применяется обычно постоянный ток прямой полярности («—» на электроде). Дуга прямой полярности не науглероживает основной металл. Дуга обратной полярности («+» на электроде) интенсивно науглероживает расплавленный металл, повышая в нем содержание углерода до 0,8–1,0 %. Такой шов может подвергаться закалке, но применения в промышленности это явление до сих пор не нашло. Дуга обратной полярности малоустойчива, ее длина может составлять 10–15 мм, хотя для процесса бывает нужна более длинная. Электрод при обратной полярности сильно разогревается по всей длине до очень высокой температуры, усиливается его испарение, заостренный конец электрода притупляется и становится плоским.
Дуга прямой полярности горит очень устойчиво и может иметь длину до 30–50 мм. Электрод в дуге не плавится, его конец разогревается до высокой температуры, создавая мощную термоэлектронную эмиссию, способствующую устойчивому горению дуги даже при токах 50–100 А. Электрод медленно испаряется и не прилипает к детали, это облегчает работу сварщика.
Угольная дуга переменного тока неустойчива и применяется редко.
В процессе сварки угольная дуга способна отклоняться под действием магнитных полей, поэтому для стабилизации по линии сварки наносят пасту или порошкообразный флюс, содержащие хорошие ионизаторы дугового разряда. Сварка чаще всего применяется без присадки – по отбортовке тонких металлов и иногда по угловым соединениям (рис. 34). Это удобнее и выгоднее, нежели применять присадку. Хотя КПД этой дуги ниже, чем у металлического электрода, скорость сварки сравнительно высока – до 60 м/ч сварного шва. Примерные режимы сварки угольными электродами приведены в табл. 17.
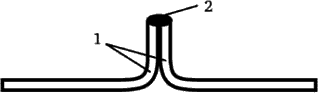
Рис. 34. Сварка по отбортовке:
1 – свариваемые пластины; 2 – расплавляемая поверхность
Для сварки угольной дугой применяют электроды из электротехнического угля, т. е. из прессованного коксового порошка, обожженного при температуре 1400 °C, или из синтетического графита в форме стержней диаметром от 6 до 30 мм и длиной 200–300 мм с концами, заточенными на конус под углом 60–70°.
Графитовые электроды лучше угольных практически во всем, в том числе по своей доступности, так как их легко изготовить из остатков (отходов) электродов дуговых электроплавильных печей. Они хорошо поддаются обработке. Специально изготовленные графитовые электроды иногда имеют омедненную поверхность (фольгу), поэтому их стойкость повышается при работе на больших плотностях тока. Графитовые электроды имеют меньшую твердость, лучшую электропроводность (так как их электрическое сопротивление в 4 раза меньше сопротивления прессованного угля), высокую стойкость окисления на воздухе при высоких температурах. Это позволяет использовать их для сварки на больших плотностях тока со сравнительно низким расходом электродов.
Режимы сварки графитовыми электродами соединений с отбортовкой кромок приведены в табл. 18.
Следует отметить, что этот способ сварки забывается незаслуженно, так как целесообразность его применения в отдельных случаях неоспорима, в особенности для науглероживания и нанесения порошковых специальных покрытий, а также для сварки по отбортовке тонких металлов и для сварки цветных металлов дугой косвенного действия, т. е. когда дуга горит между двумя угольными электродами на переменном токе. Косвенная дуга выдувается собственным магнитным полем на длину 100–150 мм. В зависимости от угла между электродами пламя дуги имеет различную температуру по оси, понижающуюся от 6000 °C в столбе до 900 °C в конце факела. Такой дугой можно сваривать легкоплавкие металлы малых толщин, выполнять пайку твердыми припоями, нагревать металл без расплавления, нагревать и сваривать стекло, кварц, керамику.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК