Приварка пластины к трубе вертикального положения в потолочном исполнении
Порядок выполнения валиков такой же, что в нижнем положении (рис. 54).
Первый (корневой) валик варят электродом ? 3 мм короткой дугой, под прямым углом или углом назад 70–90°; по отношению к поверхностям – под 45°. Сварочный ток в максимальном диапазоне.
Второй валик по возможности выполняют электродом ? 4 мм, как и первый, подобрав сварочный ток в среднем диапазоне.
Третий слой выполняют в несколько проходов, начиная первый (третий по рис. 54) на трубе и втором валике. Валик выполняют как горизонтальный, с полочкой. На расстоянии до начала валика не менее 10 мм необходимо остановить сварку, зачистить от шлака шов и продолжить сварку по спирали, как было описано выше. Используя полочку предыдущего валика, заполняя угол по заданному катету, производят сварку в виде наплавки, узкими валиками. Валики между первым в каждом слое и последним (шестым по рис. 54) выполняют под углом, как и корневой. Последний (шестой) – как потолочный нормальный без полочки.
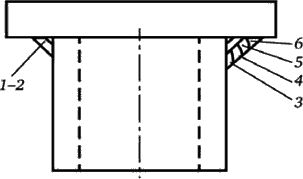
Рис. 54. Приварка пластины к трубе вертикального положения в потолочном исполнении
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК