Варианты дуги
В зависимости от установленных сварочных параметров и используемого защитного газа при сварке MIG/MAG устанавливаются различные формы переноса электродного металла, называемые также рабочими состояниями дуги. При этом значение имеют как физические явления, такие как поверхностное натяжение и вязкость металла, сила тяготения и плазмоток, так и электрические силы, например сила Лоренца. Лоренцева сила, называемая также пинч-эффектом[18], – это сила, зависящая от окружающего магнитного поля и направленная радиально внутрь (рис. 39). Она сужает расплавленный конец электрода и отрывает от него отдельные капли.
Короткая дуга. Короткая дуга появляется при низких силах тока и напряжениях дуги. Ее название означает не только то, что речь идет об очень короткой дуге, но и то, что при такой дуге происходит перенос металла особого рода. Под влиянием тепла дуги на конце электрода образуется маленькая капля, которая уже в скором времени входит в контакт со сварочной ванной из-за небольшой длины дуги. Возникает короткое замыкание, и дуга гаснет. Капля всасывается сварочной ванной с конца электрода вследствие воздействия поверхностного натяжения ванны, пинч-эффект не оказывает существенного влияния на отделение капли из-за небольшой силы тока. Затем дуга снова загорается. Этот процесс регулярно повторяется, в зависимости от используемого защитного газа, примерно 20–100 раз в секунду. Во время фазы короткого замыкания ток возрастает, однако из-за небольших размеров капли эта фаза длится очень недолго, и пики тока оказываются не очень высокими. Кроме того, скорость возрастания тока в обычных источниках ограничивается дроссельными катушками в сварочном контуре. Поэтому повторное зажигание дуги после короткого замыкания происходит плавно и без сильного брызгообразования. В инверторах избыточное возрастание тока предотвращается программным обеспечением источника питания. Такой процесс происходит во всех защитных газах и в особенности подходит для сваривания корневых слоев, тонких листов и для сварки в стесненных условиях.
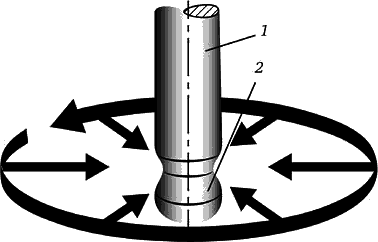
Рис. 39. Схематическое изображение действия пинч-эффекта:
1 – электрод; 2 – формирование капли металла
Длинная дуга. Длинная дуга возникает в верхней части диапазона мощности (т. е. при высоких силах тока и напряжения), когда сварка ведется в среде диоксида углерода или в среде защитных газов с высоким содержанием углекислоты (? 25 %). В этом случае образование дуги на конце электрода очень ограничено, пинч-эффект проявляется очень слабо или не проявляется совсем. На конце электрода образуются крупные капли, переходящие в изделие в основном под влиянием силы тяжести. При этом между каплей и сварочной ванной зачастую образуются закорачивающие перемычки, по которым в сварочную ванну переходит материал присадки. В отдельных случаях встречается и свободный переход очень крупных капель. Короткие замыкания длятся в этом случае дольше из-за большой массы капель. Вследствие этого возникают очень высокие токи замыкания, ведущие к сильному брызгообразованию при повторном зажигании дуги, сварочная ванна большая и горячая. Поэтому этот процесс пригоден только для сварки в позициях РА и РВ (в нижнем положении и для горизонтального шва на вертикальной плоскости). Сварка в стесненных условиях невозможна.
Капельная дуга. В среде аргона и смесей с высоким содержанием аргона дуга при образовании капли окутывает весь конец электрода, поэтому при достаточной силе тока пинч-эффект может проявиться оптимально. Переход материала происходит без короткого замыкания и значительного образования брызг. Капельная дуга появляется в среде богатых аргоном газов в верхнем диапазоне мощности. Образуется большая и горячая сварочная ванна, поэтому с некоторыми ограничениями этот процесс допустим для сварки в стесненном положении.
Смешанная дуга. Между короткой дугой, с одной стороны, и капельной и длинной дугами, с другой стороны, можно поместить смешанную дугу, при которой переход материала происходит как в коротком замыкании, так и в свободном падении. Однако в этой части диапазона возникает сильное брызгообразование, в том числе в среде богатых аргоном смесей. Поэтому рекомендуется избегать средней части диапазона силы тока либо использовать в ней импульсную дугу.
Импульсная дуга. Импульсная дуга появляется, если для сварки вместо постоянного тока используется импульсный ток. Регулируемыми параметрами этого вида дуги, помимо скорости подачи проволоки, являются, в зависимости от модуляции источника тока, основной ток и основное напряжение, импульсный ток и импульсное напряжение, длительность и частота импульсов. Под воздействием пинч-эффекта от конца электрода в каждой импульсной фазе отделяется по одной капле. Сварочный процесс характеризуется образованием маленьких капель и незначительным брызгообразованием. При жестко заданных значениях основного тока (напряжения), импульсного тока (напряжения) и длительности импульса можно установить мощность с помощью подачи проволоки и регулировать длину дуги с помощью изменения частоты импульсов. Импульсная дуга появляется во всем диапазоне мощности и хорошо подходит для сварки в стесненных условиях при низких и средних значениях силы тока.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК