Глава 14: Пули
Глава 14: Пули

Пули для Бенчрест применений являются экстремально прецизионными компонентами, и их, наряду со стволами, можно считать основным фундаментом кучности. Все в винтовке должно работать правильно, чтобы она стреляла хорошо, но даже самые лучшие винтовка и ствол в мире не достигнут своего потенциала без хороших пуль.
Это может сбить с толку начинающих. Если ствол плохой, вы не узнаете, работают ли пули (или что-то иное в этой связи). Точно также, если пули плохого качества, вы не можете быть уверенными, что остальные ваши компоненты хорошие.
Когда вы начинаете впервые, покупайте начальные количества пуль (1000) от как минимум, двух поставщиков, имеющих хорошую репутацию, и чьи пули имеют историю побед в отчетах с недавних матчей. Так вы получите что-то для сравнения.
В области форм и размеров пуль для бенчрест приложений велись и ведутся серьезные эксперименты. Для 6РРС, доминирующей формой пули является пуля с плоским донцем весом от 65 до 68 гран. Боаттэйл встречается не так часто, но имеет возрастающее количество последователей, и эти пули также доступны в том же весовом диапазоне. Выбор оживал также имеется, чаще всего выбираются оживала из диапазона от 7 до 9. В основном, они делаются на базе .825? оболочек, поставляемых J4®. Оживалом называется отношение радиуса кривой, используемой для создания носика, к диаметру пули. Чем больше число, обозначающее оживало, тем более «заостренной» будет пуля.
На тему форм пуль, касательных и секантных оживал, баллистических коэффициентов, гироскопической стабильности и т.д. написано много прекрасных статей. В конце концов, все, что нас интересует из этого, это какие из них будут стрелять хорошо.
ТЕСТИРОВАНИЕ ПУЛЬ
Если бы у меня был ствол рэйлгана, который стреляет хорошо, я бы использовал его для тестирования пуль. Этот метод позволяет убрать человеческий фактор и обеспечивает более надежные результаты. Если у вас нет рэйлгана, выберите ствол, стреляющий хорошо и используйте его. Нет смысла тестировать пули в плохом стволе, даже несмотря на то, что, вообще говоря, хорошие пули заставляют плохой ствол стрелять лучше.
Разрабатывайте заряд для каждой партии пуль как описано в главе «Настройка Вашей Винтовки». Этот методический подход позволяет оптимизировать глубину посадки и окно весов порохового заряда для конкретной пули. Как только вы обнаружили, где конкретный ствол стреляет лучше всего пулями одного брэнда и/или партии, повторите процесс настройки для пуль следующего брэнда (или партии).
Никогда не предполагайте, что другие пули (другого производителя или партии) будут садиться точно в то же самое место. Иногда это случается, но обычно нет.
Если ветра нет, хорошие пули и иногда не очень хорошие пули будут работать одинаково. Когда в игру вступает ветер, хорошие пули сдуваются меньше. Это звучит не очень научно, но после того, как проделаете это много раз, это станет для вас вполне очевидным.
Продолжим, предположив что кондиции штилевые, и вы отстреляли несколько групп пулями «А». Они прилетели в эггрегэйт .180?. Вслед за ними вы отстреляли пулю «В», и она дала средний размер групп (эггрегэйт) .200?. На первый взгляд, они обе выглядят хорошо. Тем не менее, в ветер пуля «А» может показать эгг где-то около .220?, а пуля «В» теперь летает в .300?. Это большая разница, и пока вы не научитесь читать ветер хорошо, вам будет очень трудно тягаться с победителями.
То же самое можно сказать в отношении влияния настройки пороха. Предположим на минуту, что винтовка настроена на две различные пули, и что пуля «А» стреляет в диапазоне от 29.2 до 29.8 гран пороха (хороший ствол). Предположим, что мы ушли чуть выше или ниже этих цифр заряда, и ствол слегка вышел из настройки и дал нам вертикаль в .250?. Та же самая винтовка с пулей «В» может не дать вам такого же широкого окна по заряду, и с зарядом, находящимся за пределами оптимального порохового диапазона, группы будут существенно большими, чем были для пули «А». Снова в этом примере пуля «А» выходит победителем.
Если у вас есть очень хорошая партия пуль, очень здорово стрелять ими на тренировках и во время настройки ствола, но вы будете разочарованы, когда отстреляете их все и не оставите ничего для стрельбы на матче.
Когда я натыкаюсь на очень хорошую партию пуль, я сохраняю их для крупных матчей. Иногда я дохожу до того, что откладываю последние 200 или около того штук в качестве ориентира для сравнения с будущими партиями или на случай необходимости исправления проблем.
Некоторые пули стреляют лучше на 100 ярдов, а другие стреляют лучше на 200 ярдов, но в большинстве случаев, те, что стреляют хорошо на одну дистанцию, будут стрелять также хорошо на другую. Я стараюсь делать свою жизнь как можно более простой, поэтому я всегда стреляю той же пулей на 200 ярдов, что стрелял на 100 ярдов. Единственными исключениями могут быть случаи, когда мне приходится менять винтовки, у меня заканчиваются пули или заряды больше не работают.
ИЗГОТОВЛЕНИЕ ПУЛЬ
Я не изготавливаю пули сам, поэтому я попросил у Барта Сотера (Bart Sauter) из Bart’s Custom Bullets сделать несколько фотографий этого процесса для включения в книгу. Многие бенчрест стрелки соревнуются и побеждают пулями, которые они изготавливают самостоятельно, поэтому если у вас есть время и желание заняться этим, то следующий иллюстрированный рассказ направит вас в нужное русло.
Для изготовления пули необходимы два элемента: медная оболочка и свинцовый сердечник. Конечно же, необходимы первоначальные вложения денег в прессы, матрицы, галтовочные барабаны, смазки, лотки, микрометры и т.д., но сама по себе пуля, теоретически, довольно простой компонент. Изготовление пуль – это труд бескорыстный. Для превращения медной оболочки со свинцовым сердечником в снаряд, способный на победную кучность, требуется выполнить очень много операций. В этом процессе больше требуется «искусство» и «душа». Это вещи, которые невозможно описать, они приходят с многими годами опыта.
Все начинается с нарезки свинцовой проволоки из 50-фунтовой катушки на 18-дюймовые полоски. Эта проволока состоит либо из чистого свинца, либо имеет 1% или менее сурьмы, и диаметр ее составляет .187?.

Затем каждая проволочка прокатывается между двумя деревянными дощечками, чтобы кривизна, обусловленная намоткой, ушла. Они не должны быть очень точными, так как целью здесь состоит в том, чтобы сделать проволоку достаточно прямой для того, чтобы она вошла в трубку резца для сердечника, и ее можно было нарезать на куски весом на 2.5 грана больше требуемого.
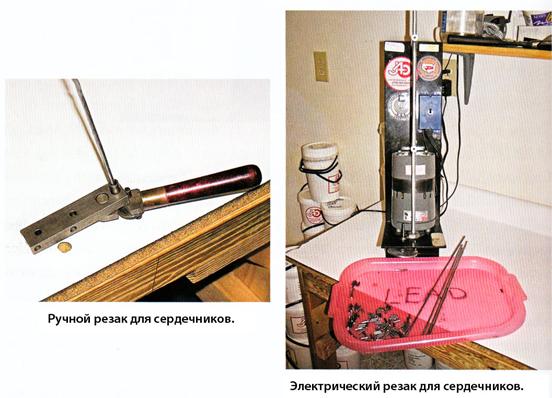
Существует множество типов резаков для сердечников. Функцией резака для сердечников является нарезка свинцовой проволоки на не идеальные цилиндры, чуть большие, чем требуется для изготовления сердечника пули. На левом фото (выше) показан ручной резак. Свинцовая проволока подается в полость, отрегулированную на нужную длину сердечника. Рукоятка поворачивается, сердечник отрезается.
На приведенном выше справа рисунке показан электрический резак, работающий похожим образом. Оператор просто заправляет проволоку в трубку, и машина отрезает от нее кусок нужной длины. Существуют и большие машины, которые могут заправляться 50-фунтовыми рулонами свинца, и за одну плавную и быструю операцию нарезать этот рулон на тысячи сердечников.
Черновые сердечники затем нуждаются в смазке так, чтобы их можно было «выдавить» до прецизионной формы и размера, который нам нужен.

Фотография галтовочного устройства, в котором проходят смазку 4000 сердечников.
Операция смазки выполняется с использованием галтовочного устройства и отмеренного количества касторового масла (или подобной смазки). Примерно по 2000 сердечников помещается в каждую банку, где галтуются в течение 5 минут. Этот процесс оставляет тонкую пленку смазки на каждом сердечнике, и теперь они готовы к обжимке (выдавливанию).
Свинец – мертвый металл. Под давлением он принимает форму матрицы, выполненной точно по нужному диаметру. Избыток материала выдавливается наружу через полости, так что достигается точно необходимый вес. Для типичной 68-грановой пули желаемый вес свинцового сердечника будет равен примерно 45 гранам. Для этой операции используется хороший мощный и точно сделанный пресс. Когда сердечник отформован, он выпадает из матрицы на рампу и подается в область сбора. Необходимо часто контролировать вес и однообразие диаметра и длины. Также выполняются визуальные проверки с помощью мощной лупы для определения наличия каких-либо ямок или царапин на сердечниках.

Готовые сердечники все еще имеют на себе тонкую пленку смазки, поэтому их необходимо обезжирить перед тем, как садить в оболочки. После обезжиривания можно начинать работать над оболочками.
Оболочки от J4 поставляются ведрами по 1800 штук. Необходимо выполнять проверку качества, чтобы убедиться в том, что они однообразные по толщине стенок, обычно в пределах допуска .0003? или менее. Эта мера гарантирует, что продольный центр масс готовой пули будет располагаться очень близко от центра вращения, помогая пуле иметь стабильность, близкую к ее идеальному значению.
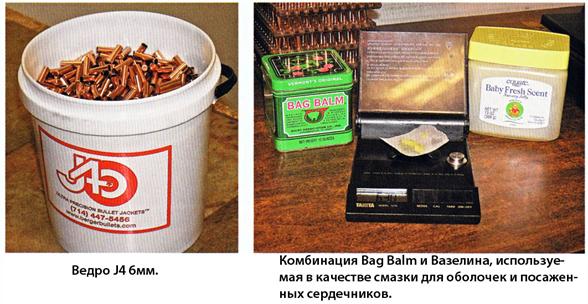
Снаружи оболочки смазываются смесью 50/50 из Bag Balm и Вазелина и заправляются в лотки. Количество смазки и время галтовки оболочек для достижения тонкой пленки правильной толщины зависят от количества оболочек и метода галтовки. Необходимо немного поэкспериментировать чтобы правильно их подобрать.

Посадка сердечников в оболочки должна выполняться на прецизионном прессе с не менее прецизионной комбинацией матрицы/пуансона. Данная матрица должна быть экстремально однообразной по диаметру, чтобы посаженная оболочка (выдавленная в окончательный диаметр) расширилась до однообразного заполнения всех зазоров между ней и внутренними поверхностями оболочки.
Пуансон не должен тереться об оболочку, но должен очень плотно входить в оболочку, чтобы вокруг него продавливалось минимальное количество свинца. Карбид является наилучшим материалом для этих матриц. Экстремальная твердость карбида гарантирует длительный ресурс (более 1 000 000 пуль). Пуансоны изготавливаются из закаленной стали, также необходим ассортимент пуансонов, соответствующих конкретной партии оболочек.
Пуансоны изготавливаются из стали по экономическим и практическим причинам. Стальные пуансоны дешевле карбидных, и, кроме того, сталь ломается, если, по случайности, пуансон войдет в контакт с карбидной матрицей.
После того, как сердечники посажены, они отправляются обратно в галтовочное устройство для нанесения на них равномерного покрытия из смазки для операции изготовления носика (заострения).

Заостряющий пресс формирует контур носика пули. Необходимо проявлять экстремальную осторожность, чтобы пуля, выдавливаемая из матрицы, не ударилась обо что-либо твердое. Кольцо давления пули является самой критичной ее частью, и небольшие зазубринки или царапины будут дестабилизировать пулю в момент покидания ей дульного среза. Во время операции заострения образцы тщательно измеряются для того, чтобы гарантировать то, что все пули удовлетворяют требованиям по финишным размерам.
Наконец, пули обезжириваются и проверяются снова перед упаковкой. Откладываются образцы для контроля качества и периодических тестов на стрельбище. Когда вес пуль настолько однообразен, можно использовать прецизионные весы для гарантирования того, что в коробки будет засыпано точное количество пуль.
Требуется выполнение огромного количества работы и экспериментов для того, чтобы пули стреляли точно. Изготовление матриц, смазка, давление посадки сердечника и операции заострения – все это исключительно важно. Без проб и ошибок, плюс поездок на стрельбище для гарантирования того, что каждая операция выполнена идеально, великолепных пуль, которыми мы так свободно стреляем, просто не было бы.
Изготовление пуль – это огромный труд. Когда в следующий раз будете выписывать чек изготовителю пуль, представьте себе реальную цену этого труда. И радуйтесь тому, что они хотят за него так немного!
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Глава 11. Суд
Глава 11. Суд Суд как суд. Обычный советский. Всё было предрешено заранее. После двух заседаний в июне 1986 г. МВТС под председательством академика А. П. Александрова, где доминировали работники Министерства среднего машиностроения — авторы проекта реактора, была объявлена
Глава 1
Глава 1 КОРНИ СУДЬБЫОПЕРАЦИЯ «ЧЕРВЬ»Оренбург конца XIX века. Маленькие деревянные дома. По узким улочкам бродят беспризорные куры, задумчиво жуют чахлую придорожную траву меланхоличные козы. Петляя в пыли, улочки сходятся в центре города у большого красивого дома. Для
Глава 3
Глава 3 БЕЛЫЙ ФЕРЗЬ ПОКИНУЛ СТОЯНКУПЕРВАЯ ДУЭЛЬПостепенно пришло время, когда сообщения об успехах советских кибернетических машин перестали восприниматься как нездоровая сенсация. Они сделались вестниками будней. Но удивлять людей ЭВМ продолжали — у них в запасе было
Глава 4
Глава 4 ВСТРЕЧА НА ВЕРШИНЕРОЗЫ И РЫБАЧитаешь «Проблемные записки», и бросается в глаза органическое переплетение многочисленных научных направлений, тесное содружество разных секций. Секция бионики, например, изучает живые организмы с целью перенесения в технику
Глава 5
Глава 5 САМЫЙ СЧАСТЛИВЫЙ ДЕНЬПРАВЫ ЛИ ЙОГИ!Мальчишка, чтобы сделать снежную бабу, скатал в ладонях маленький комок снега, бросил его на землю, покатил, и комочек стал расти, наслаиваясь новыми снежными пластами. Катить его труднее и труднее… Мальчишка вытирает варежкой
Глава 1
Глава 1 КАК СТАТЬ ЭЙНШТЕЙНОМ!НЕ ПОПРОБОВАТЬ ЛИ ГНИЛЫХ ЯБЛОК?Я приоткрыла дверь и, стараясь не привлекать к себе внимания, тихонько присела на свободный стул. В небольшой комнате за Т-образным столом сидело человек двадцать. Впрочем, я не успела ни сосчитать присутствующих,
Глава 2
Глава 2 ТРАГЕДИЯ СОРОКОНОЖКИОГОНЬ!Не считаясь с тем, что теории мышления еще не существует, Берг поставил перед советскими кибернетиками заманчивую и весьма принципиальную задачу — научиться составлять алгоритм для обучающей машины, не ожидая рождения теории
Глава 3
Глава 3 ПЛЕЯДА СОКРАТОВУЧИТЬСЯ, ЧТОБЫ ВЫЖИТЬПрограммированным обучением у нас начали заниматься в шестидесятых годах, а зародилось оно в США в пятидесятых. Случилось это после того, как в США был издан закон об обороне, где уделялось особое внимание улучшению состояния
Глава 1
Глава 1 КЛАССИФИКАЦИЯ И ОСОБЕННОСТИ Более ста лет назад (илл. 1), в 1887 году в Москве на русском языке вышла книга В.В. Гринера «Ружьё». Есть там упоминание и о ружьях с односпусковым механизмом. В то далёкое время автор уже пишет, что, по его мнению, ружьё будущего будет