5.3.5. Испытания выборки
5.3.5. Испытания выборки
Сертификация в соответствии со схемой № 7 (табл. 5.1) предполагает проведение выборочного контроля (испытания выборки, отобранной из партии сертифицируемой продукции).
Сертифицируемой партией продукции называют одновременно представленную для сертификации (испытаний) совокупность единиц продукции одного наименования, типономинала или типоразмера и исполнения, произведенной в течение одного интервала времени.
Объем партии – число единиц продукции, составляющих сертифицируемую партию.
Выборка – это единицы продукции, отобранные из сертифицируемой партии для испытаний; объем выборки – число единиц продукции, составляющих выборку.
Формирование сертифицируемой партии – это процесс отбора (комплектации) необходимого и достаточного (возможного) числа единиц продукции для проведения сертификации. Формирование выборки от сертифицируемой партии продукции представляет процесс отбора необходимого и достаточного числа единиц продукции для проверки качества из сертифицируемой партии.
Задача формирования сертифицируемой партии продукции и выборки из нее актуальна только при использовании схемы сертификации № 7.
Формирование партии продукции имеет большое значение для практики сертификации, так как во многом предопределяет процедуру контроля, представительность (репрезентативность) выборки и результаты сертификации.
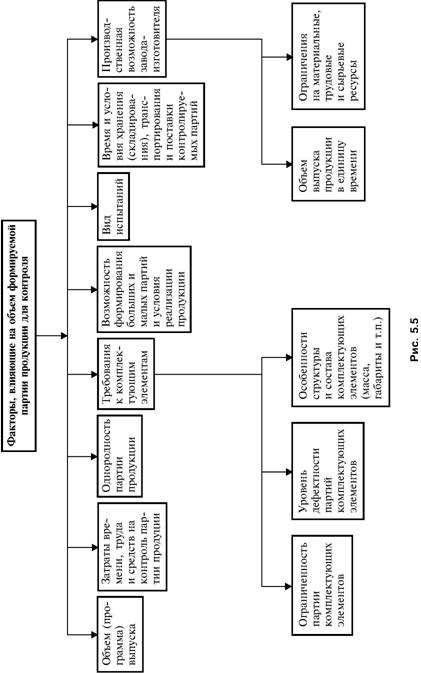
Классификация факторов, влияющих на объем сертифициру-емой партии продукции, представлена на рис. 5.5.
При формировании партии для сертификации необходимо со-блюдать один из следующих принципов: независимость единиц продукции (элементов) в партии; независимость функциониро-вания элементов в структуре изделий, формирующих партии; максимальную однородность свойств изделий в партии.
При комплектации партии по принципу независимости (ста-тистической однородности) единиц продукции в партии объем может быть установлен заранее, до начала производства.
Комплектация партии по принципу независимости функциони-рования элементов в структуре изделий (функциональная однород-ностъ) производится после сборки изделий, каждое из которых со-стоит из последовательно соединенных независимых элементов, по-ставляемых партиями объемом N единиц, сформированных, в свою очередь, по принципу независимости элементов в партии.
Комплектация партий по третьему принципу связана с соблю-дением следующих требований: каждое изделие комплектуемой партии должно быть изготовлено из одной и той же партии сырья («сырьевая» однородность), по одной и той же технологии, на од-ном и том же оборудовании («технологическая» однородность). В случае невозможности соблюдения принципа однородности партии продукции целесообразно проводить расслоение партии на одно-родные части для обеспечения отбора представительной выборки.
Формирование выборок продукции для сертификации. Выборки единиц продукции из партии формируются для определения и (или) контроля среднего значения (математического ожидания) измеряемой величины как меры качества изготовления; среднего квадратического отклонения (или дисперсии) измеряемой вели-чины как меры однородности качества изготовления; доли pea-лизаций измеряемой случайной величины, находящейся в задан-ном допуске, и вероятности выполнения контрольных норм при различных методах измерения (пороговом или абсолютном); то-лерантных (допустимых) пределов и т. д. Достоверность оценки качества партии продукции определяется организацией отбора единиц продукции в выборку.
Существует несколько типовых способов отбора единиц про-дукции в выборку: случайный, типический (расслоенный) и направленный (преднамеренный). Случайный отбор заключается в извлечении выборки объема з единиц из партии объема Н, при котором каждой из возможных выборок обеспечивается одина-ковая вероятность отбора. При типическом (расслоенном) отборе
партия продукции сначала подразделяется на качественно однородные (типические) группы (слои) в отношении контролируемого показателя, а затем из каждой группы методами случайного отбора извлекают единицы продукции. Сумма единиц продукции, отобранных пропорционально по группам, равна объему выборки. При направленном отборе из партии объема N извлекается выборка объема n таким образом, чтобы отобранные единицы продукции обладали определенными, наперед заданными свойствами.
«Сырьевая» и «технологическая» однородность партии продукции при анализе, например, механических свойств (твердость, прочность и т. п.) позволяет комплектовать выборку методом направленного отбора «слабейших» изделий партии. Различают три способа представления продукции для контроля: «ряд», «россыпь», «в упаковке».
При способе «ряд» продукция, поступающая для контроля, упорядочена. Ее единицы могут иметь сплошную нумерацию, например 0, 1, 2, … Изделия, отмеченные любым номером, можно легко отыскать и извлечь. Количество единиц продукции, поступающей на контроль, ограничено. При способе «россыпь» единицы продукции, поступающие на контроль, неупорядочены, их невозможно нумеровать и нельзя отыскать и извлечь какую-то определенную единицу; количество единиц, поступающих на контроль, велико. При способе «в упаковке» единицы продукции, поступающие для контроля, не могут быть упорядочены и пронумерованы, так как находятся в контейнерах, ящиках, коробках одного и того же объема. Упаковочные единицы имеют те же особенности, что и продукция, поступающая по способу «ряд».
Случайный отбор с применением случайных чисел используют при проверке продукции, поступающей на контроль по способу «ряд». Для этого N единиц продукции, входящих в партию, нумеруют порядковыми числами от 0 до N – 1. Число N – 1 определяет необходимое число знаков н случайных чисел. Величина н выбирается из условия 10? ? N – 1. Существующие таблицы случайных чисел содержат k-значные десятичные числа. При ? < k берутся только n знаков каждого числа (слева, справа или посередине), а остальные знаки отбрасывают. Из таблицы случайных чисел выбирают n чисел (n – объем выборки). Порядок их выбора может быть произвольным, при этом числа, большие N – 1, а также повторяющиеся, опускают.
Выборка составляется из единиц продукции, порядковые номера которых соответствуют n отобранным случайным числам.
Многоступенчатый отбор предполагает извлечение из партии сначала укрупненных групп единиц, затем групп, меньших по объему, и так до тех пор, пока не будут отобраны отдельные единицы продукции, которые должны подвергнуться испытаниям. Частным случаем многоступенчатого отбора является двухступенчатый отбор, при котором партия разбивается на группы и производится сначала отбор групп, а затем внутри групп – отбор единиц продукции. На обеих ступенях отбор производится случайным образом. Число ступеней отбора не должно быть большим из-за организационных сложностей формирования выборки. Многоступенчатый отбор отличается от расслоенного тем, что при первом способе отбирают не все группы изделий, а при втором – отбор производится из всех без исключения групп. Многоступенчатый отбор применяют для испытаний продукции в упаковке. Из отобранных упаковочных единиц на первой ступени извлекают отдельные изделия методами случайного отбора (при выборочном контроле) или все изделия (при сплошном контроле), и на основе полученных данных выносят суждение о качестве продукции.
Отбор «вслепую» применяют для продукции, поступающей на контроль по способу «россыпь», а также в том случае, когда применение метода отбора с использованием случайных чисел затруднено или экономически нецелесообразно. Единицы продукции должны отбираться независимо, из разных частей партий. Метод не применяют, когда бракованные изделия можно определить органолептически. Он обеспечивает независимость попадания изделий в выборку, но не гарантирует равную вероятность попадания в выборку единиц продукции.
Систематический (механический) отбор применяют для продукции, если задан определенный порядок следования единиц продукции. Изделия отбирают через фиксированный интервал времени или через определенное число изделий (каждое 10-е, каждое 20-е и т. д.). При этом в следующих одна за другой единицах продукции период изменения контролируемого параметра не должен быть равен периоду отбора изделий. Этот способ обеспечивает равную вероятность попадания каждой единицы продукции в выборку при случайном начале отсчета периода, но не обеспечивает независимость попадания единицы продукции в выборку (в отличие от отбора «вслепую»).
Основные подходы для определения объема выборки. Существуют три подхода определения объема выборки: статистико-вероятно-стный, экономический и комбинированный. При статистико-вероятностном подходе основой процедур вычисления объема n выборки являются соотношения, связывающие объем n выборки с точностью и достоверностью получаемых оценок показателей, или применяется прием «обращения» относительно величины n в статистических критериях проверки гипотез. Экономический подход основан на расчете потерь, обусловленных расходами на проведение испытаний (с учетом разрушения испытываемых изделий) и последствий от принятия того или иного решения по результатам испытаний при некотором объеме n выборки. Комбинированный подход базируется на совместном использовании ста-тистико-вероятностного и экономического подходов.
Рассмотрим наиболее распространенный статистико-вероят-ностный подход определения объема выборки. Исходными данными для вычисления объема выборки являются предельная абсолютная Дч или относительная дч ошибки в оценке среднего значения показателя и предельная абсолютная ошибка Dp в оценке доли признака; степень достоверности оценки, выраженная доверительной вероятностью q.
В табл. 5.6 приведены формулы для расчета объема выборки при случайном и систематическом отборе единиц продукции для оценки среднего значения показателя качества и доли единиц продукции, обладающих определенным признаком (например доля дефектных единиц).
Таблица 5.6
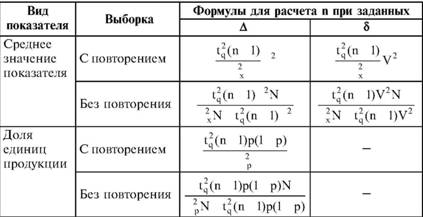
Примечания: 1. Принятые обозначения: 2– ожидаемое значение дисперсии измеряемой величины; V – коэффициент вариации; p – ожидаемое значение доли единиц продукции, обладающих данным признаком; tq (n 1) – квантиль распределения Стьюдента для доверительной вероятности q и числа степеней свободы n– 1.
2. При расчете n значение округляется до ближайшего целого числа.
В табл. 5.6 учтено, что измеряемая величина имеет нормальное распределение. При больших n (n ? 30) для упрощения расчетов целесообразно вместо значения tq (n—1) использовать квантиль нормального распределения uq.
Для больших партий расчет объема выборки без повторения можно проводить по более простым формулам для выборки с повторением.
При случайном многоступенчатом (двухступенчатом) отборе объем выборки определяют:

где V12, V1 – соответственно межгрупповые дисперсия и коэффициент вариации измеряемой величины; r – число первичных упаковочных единиц, подлежащих отбору, которое зависит от количества первичных упаковочных единиц в партии R:
r………..Все 5 1/20 часть (5 %) 20
R………. 1–5 6 – 99 10 – 399 400 и более.
Предельные объемы выборки при многоступенчатом отборе:
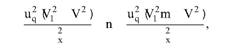
где m – число изделий в упаковочной единице.
Объем выборки при типическом (расслоенном) отборе рассчитывают по следующим формулам:
выборка без повторения выборка с повторением

где V—2 – среднее частных дисперсий по слоям.
Объем выборок из i-го слоя вычисляется по следующим формулам:
выборка, пропорциональная объему слоев

выборка с учетом изменения измеряемой величины в слоях
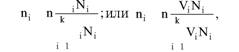
где Ni – объем слоя; k – число слоев в партии; Vi2 – ожидаемое значение дисперсии измеряемой величины в i-м слое; Vi – ожидаемое значение коэффициента вариации в i-м слое.
Ниже приведены типовые примеры расчета объема выборки с учетом рассмотренных способов их формирования.
Пример 1. Партия проката (N = 100 листов) представлена на испытания для контроля средней толщины листа с относительной погрешностью ? = 0,1 при доверительной вероятности q = 0,9. Необходимо определить объем выборки, если известно, что коэффициент вариации толщины листа равен 0,2.
Способ представления продукции на испытания – «ряд», поэтому для формирования выборки целесообразно использовать случайный отбор. Так как выборка без повторения, то для расчета объема n выборки необходимо воспользоваться формулой из табл. 5.6, заменив значение tq (n 1) на uq:
Таким образом, для обоих типов выборок их объем примерно одинаков.
Пример 2. Партия стержней (N = 20 000 шт.), упакованная в 100 ящиков (упаковочных единиц), представлена на испытания для контроля предела усталости. Необходимо определить объем выборки для испытаний, если ? = 0,1; V = 0,3; Vi = 0,05; q = 0,95.
Определим количество ящиков, подлежащих отбору из партии. Для 100 ? R ? 399 количество отобранных упаковочных единиц r = 100/20 = 5.
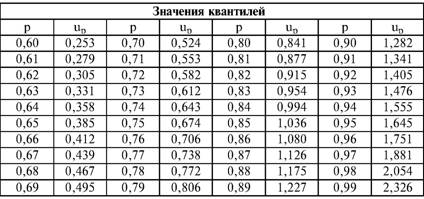
Для q = 0,95 по таблице квантилей найдем uq = 1,64. Тогда
Таким образом, из пяти ящиков, случайно отобранных из партии объемом 100 ящиков, необходимо методом случайного отбора взять 28 стержней (примерно 6 шт. из каждого ящика) на испытания.
Вычислим предельные объемы выборки. Так как N = 20 000, R = = 100, то
Следовательно, границы объема выборки, исходя из условий примера, составляют 25—159 единиц.
Пример 3. Учитывая условия примера 2, определить объем выборки для испытаний стержней, если вся партия продукции распределена на четыре однородные группы (слоя):
группа 1 – ящики с 1-го по 20-й (R1 = 20);
группа 2 – ящики с 21-го по 60-й (R2 = 40);
группа 3 – ящики с 61-го по 80-й (R3 = 20);
группа 4 – ящики с 81-го по 100-й (R4 = 20).
Так как партия продукции неоднородна (расслоена), то формирование выборки необходимо проводить методом расслоенного отбора с учетом наличия четырех слоев. Число упаковочных единиц (ящиков) и общий объем выборки определены в примере 2 (r = 5; n = 28).
Определим число упаковочных единиц, которые необходимо отобрать из первого слоя:

Таким образом, из первого, третьего и четвертого слоев необходимо отобрать по одному ящику, из второго слоя – два ящика.
Определим объем подвыборки, которую необходимо сформировать из продукции первой группы:
Этот факт обусловлен округлением при вычислении значений ni.
Рассмотренный пример показывает, что расслоение партии приводит к более сложной процедуре организации формирования выборки при одинаковых требованиях к точности и достоверности.
При сертификации по схеме № 7 (табл. 5.1) часто используется метод параметрического контроля. При параметрическом контроле, в частности надежности, у каждого проверяемого изделия (выборки изделий) определяется один количественный параметр х, который в партии изделий имеет определенное (нормальное, Вейбулла, гамма и т. д.) распределение.
В выборке объема n определяются значения параметра х1, …, хп, а также выборочная средняя величина

Оценка партии производится по величине хср, для которой (как и для доли дефектных изделий в партии при непараметрическом контроле) устанавливаются два уровня: приемочный хср a и браковочный хср в. Соотношение между хсрa и хсрв может быть различным: в случае контроля позитивных показателей хсрa > хсрв, а в случае контроля негативных показателей хсрa < хсрв.
Оценочный норматив (приемочное число) хсрс для среднего значения хср контролируемого параметра назначается с учетом следующих условий:
• если хсрa > хсрв, то параметр соответствует установленным требованиям в ТУ при xxcp0 и не соответствует при xxcp0;
• если хсрa < хср в, то параметр хср соответствует установленным требованиям в ТУ при xxcp0 и не соответствует при x xcp0.
В свою очередь параметрический статистический контроль может быть одноступенчатым или многоступенчатым.
Одноступенчатый контроль осуществляется по результатам одной выборки, а многоступенчатый – по результатам нескольких выборок. При этом каждой выборке в общем случае соответствует свой оценочный норматив (приемочный и браковочный уровень).
Многоступенчатые правила контроля более экономичны по сравнению с одноступенчатыми, но организация их вызывает большие трудности.
Параметрический одноступенчатый контроль. Такой контроль показателей безотказности – наработки до отказа (на отказ, между отказами) – осуществляется по выборочному среднему (5.4) значению T в соответствии со следующими условиями: приемки (соответствия контролируемого показателя заданным требованиям) TTc; браковки (несоответствия контролируемого показателя заданным требованиям) T Т0, где Т0 – оценочный норматив выборочного среднего значения наработки до отказа (на отказ, между отказами). В соответствии с этим риски поставщика и заказчика соответственно равны:
где Ta, Tв – уровни среднего значения наработки на отказ (до отказа, между отказами) соответственно приемочный и браковочный; v – коэффициент вариации наработки на отказ (до отказа, между отказами); m – необходимое для контроля среднего значения наработки на отказ (до отказа, между отказами) количество измерений или отказов.
План контроля (количество измерений m и оценочный норматив Т0) определяется путем решения уравнений (5.5) относительно m и Т0.
При нормальном распределении наработки до отказа (на отказ, между отказами) соотношения (5.5) принимают вид:

где F (·) – нормированная и центрированная функция нормального распределения.
С учетом зависимостей (5.6) требуемое количество измерений:

где Uр – квантиль нормального распределения, отвечающая вероятности р (табл. 5.7).
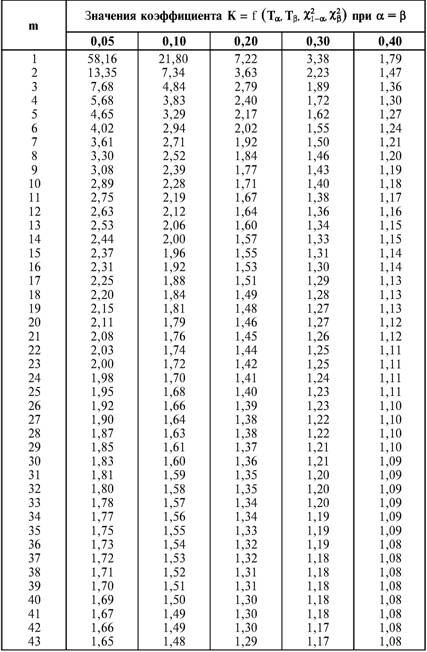
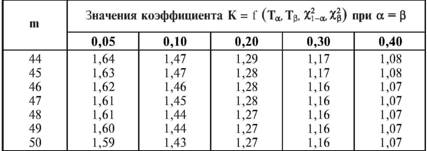
При a = в = ц соотношение (5.7) можно представить в виде:


Таблица 5.7
На основании зависимостей (5.6) получаются выражения для оценочного норматива:

при этом m определяется из соотношений (5.7) и (5.8).
Наконец, требуемый объем (суммарная наработка в процессе испытаний):
t = mT0 (5.11)
где m и T0 – величины, рассчитываемые по (5.7) – (5.10).
При распределении наработки до отказа (на отказ, между отказами) по закону Вейбулла соотношения (5.5) принимают вид:

в – параметр формы распределений Вейбулла, однозначно определяющий коэффициент вариации.
Используя соотношения (5.12), (5.13), получим (табл. 5.8):

В результате решения соотношения (5.14) относительно m (см. табл. 5.8) устанавливается необходимое для контроля Ф количество измерений наработки до отказа (на отказ, между отказами):
m = f(Ta, Tв, ?, ?, b). (5.15)
Таблица 5.8
Используя зависимости (5.12), (5.13), получим выражения для оценочного норматива:

m определяется соотношениями (5.14), (5.15).
Требуемый объем (суммарная наработка в процессе испытаний), как и в случае нормального распределения, определяется выражением (5.11).
Пример 4. Известно, что наработка изделия между отказами имеет нормальное распределение с коэффициентом вариации n = 0,25. В технических условиях (ТУ) на производство изделия установлены приемочный Та = 150 ч и браковочный Тв = 100 ч уровни средней наработки между отказами, а также соответствующие им риски ? = 0,2 и в = 0,1. Требуется установить план одноступенчатого статистического контроля наработки изделия между отказами.
Для ? = 0,2, ? = 0,1 в табл. 5.7 найдем u1-? = 0,841 и u1-?= 1,282. По (5.7) определим необходимое для контроля количество измерений:

Следовательно, m = 2.
Используя зависимости (5.10), найдем
Из соотношения (5.9) определим оценочный норматив Т0 = 128 ч. С помощью (5.11) найдем требуемую суммарную наработку изделия в процессе испытаний: t = 2256 = 128? ч.
Таким образом, план одноступенчатого статистического контроля наработки изделия между отказами (на отказ) характеризуется величинами t = 256 ч и Т0 = 128 ч.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Разработка и испытания «Х-20»
Разработка и испытания «Х-20» Этап разработки и проектирования аппарата «Дайна-Сор» занял почти два года. Конструкторы перебрали несметное число компоновочных решений. Был учрежден специальный комитет, известный как «Группа Альфа» (по названию фазы программы — «Альфа»),
Испытания воздушно-космических моделей «БОР»
Испытания воздушно-космических моделей «БОР» Помимо испытаний дозвукового аналога «105.11», в рамках программы создания космического корабля «Буран» были использованы готовые аппараты «БОР».Беспилотные орбитальные ракетопланы («БОР») создавались с целью уточнения
Испытания лунного корабля «ЛЗ»
Испытания лунного корабля «ЛЗ» Своим ходом развивалась и программа отработки комплекса «ЛЗ». Перед полетом космонавтов была проделана огромная работа по наземным испытаниям всех агрегатов и систем. Кроме того, проводились генеральные репетиции работы лунного
Дальнейшие испытания по программе «Истребитель спутников»
Дальнейшие испытания по программе «Истребитель спутников» Ниже я расскажу о некоторых полетах по программе летно-конструкторских испытаний «Истребителя спутников». Описывать их все не имеет особого смысла Здесь мы поговорим только о тех полетах, которые выпадают из
Испытания собранных трубопроводов
Испытания собранных трубопроводов После сборки и монтажа трубопроводов проводят их испытание, которое происходит в два этапа: визуальный контроль и гидростатическое испытание.Визуальный контроль заключается в осмотре всей линии трубопровода, узлов соединений и
Модернизация и испытания
Модернизация и испытания Головным кораблём проекта 31 стал эскадренный миноносец «Бесшумный» (заводской № С-1112) из состава Черноморского флота. Выгрузив в Севастополе весь штатный боезапас, 7 декабря 1957 года корабль прибыл на предприятие, где он некогда был построен – на
11. Испытания
11. Испытания Зиму с 1889 на 1890 гг. "Александр II" простоял в доке. На него еще до заморозков начали устанавливать часть плит пояса и до первой половины 1890 г. на броненосец установили все мостики, шлюпбалки, обе мачты с боевыми марсами и рангоут. "Александр II" получил все свои
5.3.9 Квалификационные испытания программных средств
5.3.9 Квалификационные испытания программных средств Данная работа состоит из следующих задач применительно к каждому программному объекту архитектуры (или объекту программной конфигурации, если он определен):5.3.9.1 Разработчик должен проводить квалификационные
5.3.11 Квалификационные испытания системы
5.3.11 Квалификационные испытания системы Данная работа состоит из следующих задач, которые разработчик должен выполнить или обеспечить их выполнение:5.3.11.1 Квалификационные испытания системы должны быть проведены в соответствии с квалификационными требованиями,
5.4.2 Эксплуатационные испытания
5.4.2 Эксплуатационные испытания Данная работа состоит из следующих задач:5.4.2.1 Для каждого введенного в опытную эксплуатацию программного продукта оператор должен провести эксплуатационные испытания и при соответствии результатов испытаний установленным требованиям
В Китае продолжены испытания J-20
В Китае продолжены испытания J-20 В апреле в китайском интернете появились свидетельства того, что на аэродроме авиастроительной корпорации CAC в Чэнду возобновились работы по летным испытаниям новейшего китайского истребителя следующего поколения, известного под
Продолжаются испытания «Кавери» на российской ЛЛ
Продолжаются испытания «Кавери» на российской ЛЛ В апреле интенсифицировались испытания индийского турбореактивного двигателя «Кавери» на российской летающей лаборатории Ил-76ЛЛ № 76492, проводимые с 3 ноября прошлого года в Летно-исследовательском институте им. М.М.
Испытания и эффективность подогрева
Испытания и эффективность подогрева Насколько поможет рассматриваемое устройство при запуске двигателя зимой? Ответ не столь прост, как казалось бы, и вот почему. Его эффект зависит от наружной температуры, времени хранения и массы двигателя, а также от модели самого
Начаты испытания «Викрамадитьи»
Начаты испытания «Викрамадитьи» В марте на судостроительном предприятии «Севмаш» в Северодвинске начаты швартовые испытания многоцелевого авианосца «Викрамадитья», который создается путем ремонта и модернизации ТАВКР «Адмирал Горшков», ранее принадлежавшего ВМФ
Модернизированный МиГ-31 проходит испытания
Модернизированный МиГ-31 проходит испытания В Государственном летно-испытательном центре (ГЛИЦ) им. В.П. Чкалова в Ахтубинске завершается первый этап испытаний модернизированного истребителя-перехватчика МиГ-31БМ, и до конца года планируется получить предварительное
Испытания системы дозаправки Су-15
Испытания системы дозаправки Су-15 Василий Павлов (Москва)В последнее время неоднократно появляются публикации о нелёгком пути внедрения в отечественную авиацию систем дозаправки самолётов топливом в полёте. Хотелось бы дополнить эту историю сведениями о работах в этой